
制冷系统管道安装基本“三要素”:洁净、干燥、密封。
保证三要素,必须遵循以下规范:
⑴合格的原材料
⑵安装前洁净处理
⑶正确的安装方式
⑷合理的充氮焊接工艺
⑸保压、排污、抽真空……
合格的原材料:
管材:
紫铜管:GB/T17791-2017选用直管,两端带塑料封口的。
无缝钢管:GB/T8163-2018
不锈钢管:GB/T14976-2012或(GB/T18984-2016适用于-45℃~-195℃)
管件:
铜管件:GB/T11618.1-2008《铜管接头第1部分:钎焊式管件》
无缝钢管冲压弯头国标GB/T10752-2005《船用钢管对焊接头》要选用冲压管件才能保证焊接质量。
无论铜管还是钢管,要尽可能采用标准的弯头、三通、直接头、变径头等,尽可能不自制这些管件。
安装前洁净处理:
紫铜管洁净处理:选用直管,两端带塑料封口的。在使用前才去掉两端的塑料封口。
合格的铜管不需要处理,可以直接使用。目测铜管内壁,若需要处理,用洁净的白布条拉擦干净即可。若油污较多,需要布条蘸化学溶剂辅助擦洗。
无缝钢管洁净处理:
无缝钢管除锈常用以下处理方式:
⑴钢管内壁喷砂处理,用洁净的白布条拉擦干净即可。
⑵钢管酸洗磷化处理。
⑶钢刷磨擦内壁处理,用洁净的白布条拉擦干净即可。要使用与钢管等径钢刷。
不锈钢管洁净处理:
不锈钢管除垢常用以下处理方式:
⑴钢管内壁喷砂处理,用洁净的白布条拉擦干净即可。
⑵钢刷磨擦内壁处理,用洁净的白布条拉擦干净即可。
要使用与钢管等径钢刷。
无论哪一种洁净方式,除锈后应快速向管道内充洁净干燥氮气并两端密封。处理后管道要尽快使用,不能长时间存放。
正确的安装方式:
按图纸要求安装:
按施工图纸要求安装管道:管径、管道坡度、回油弯等。
施工图纸没有明确要求的,按以下方法安装管道:
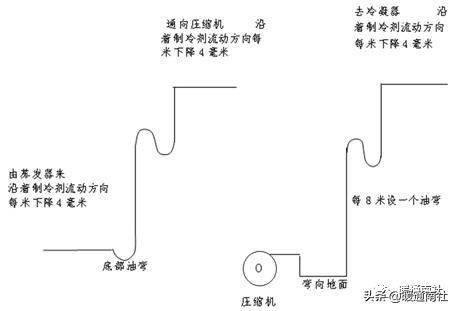
⑴水平管道
供液管道尽可能水平或者垂直。
吸排汽管道在沿制冷剂流动方向,应向下倾斜坡度大约是每米下降4毫米。
⑵垂直上升管道
排汽管道每超过8米的上升管道建议设一个P形回油弯。
回汽管道每超过4米的上升管道都应设一个P形回油弯。
回汽管道垂直上升段一般比水平段小一号管径,当上升管段需要缩径时,在P形弯出口位置加一变径接头。
⑶超过30米的直管道必须有一偏移或膨胀P型弯,放在管道中部以使管道变动及应力最小。
⑷每2~3m加一管道支撑。
⑸管道穿墙要管道牢固并做好防护,回汽管道穿墙要增加二次保温层。
安装图例:
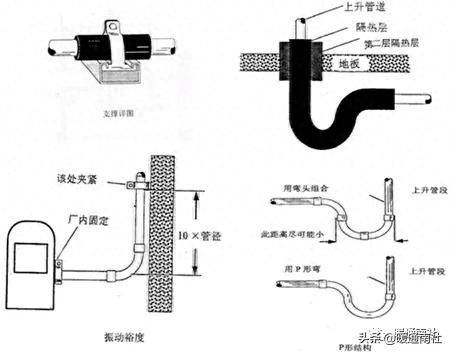
回汽管道保温支座:
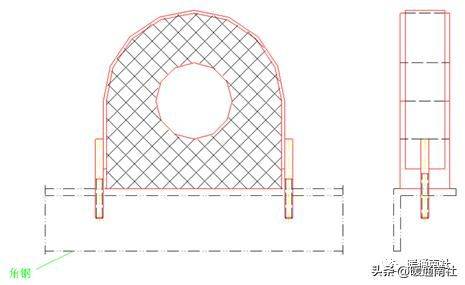
a.垫木材质为干燥硬杂木,由上下两半块组成,各面均应平整光洁。
做好后应做防腐处理,浸热沥青或刷沥青漆两道。
b.U型管卡应按垫木配做,与单头螺柱焊接牢固。制作合格后应做镀锌处理或刷红丹防锈漆两道并刷深蓝色面漆。
安装管道注意事项:
干燥过滤器应当最后安装,最好在系统的试压抽真空和充注之前安装。
制冷系统上的所有开孔在施工前和施工停顿期间必须加以密封,防止空气和水气的侵入。
管子必须用割管器切割。
切勿在管道内部使用任何种类的润滑油。
用专用去毛边工具将管道内部和外部的毛边去除。
防止铜屑铁屑进入管子。
使用校正工具保证管子的直径和圆度。
使用高纯氮气或经干燥过滤器的压缩空气吹扫管道。
管道焊接工艺要求——合理的充氮焊接工艺。
无论使用哪种管道材料,哪种焊接工艺,
制冷系统管道焊接要求必须采用全程充氮焊接!
使用的氮气应为高纯氮气,即洁净干燥氮气。
在氮气瓶上安装减压阀和流量计,控制氮气流量在0.05m3/h。
在氮气瓶上安装减压阀使其压力在0.2kg/cm2g以下较好。
安装没有完成,管道内一直保持氮气存在。
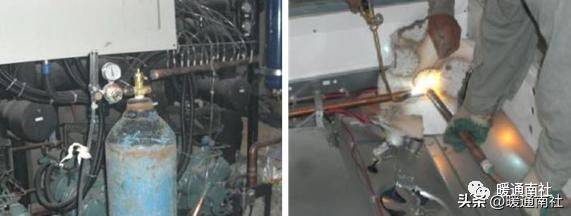
铜管焊接工艺:
铜管焊接工艺:
通常采用的是氧气——乙炔钎焊。
钎焊接头形式,推荐使用插接接头形式,不宜采用对接接头。
保持适宜的焊接间隙(一般在0.1-0.2mm左右),才可获得钎焊的高质量。
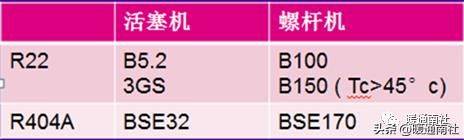
铜管钎焊的钎料选用(仅供参考):
蒸发器,换热器部件系统管路等铜管钎焊时必须采用超银焊料(FWL-2C)或者银基钎料(料303,料312);
对于铜—钢接头的钎焊时目前必须采用铜焊料或料302,料303);
对于直径较大的集管类零部件及其上的接管钎焊时,应使用超银钎料FWL-2C或料303;
其他处于受振动,弯曲,冲击等载荷状态下工作的管道接头,钎焊时应使用超银钎料FWL-2C或料303;
对于系统安装时高压排气管道,处于受震,受弯曲的管道钎焊时,应使用超银钎料FWL-2C或料303;
铜管钎焊的钎料选用(仅供参考):
焊接注意事项:
各支路与球阀焊接时,焊前应将球阀全部打开至完全开启状态。
回气集管与过滤器芯焊接时,应先取出过滤器芯支撑,密封元件,阀芯与阀杆。
充灌阀,电磁阀在焊前必须拆去密封元件和线圈。
焊前准备钎焊接头与接头之间相距较近时,为避免后接头对前面所焊的接头造成过烧,应采用沾湿的布,石棉布进行保护,必要时还应在焊接过程不断加水以加强保护。
钎焊接头装配前,应将接头处(包括距焊缝20mm内)彻底清除其氧化膜,油及管内部也应清污干净。
除油膜可采用有机溶剂(如酒精,汽油,四氯化碳等)擦洗。
除氧化膜可用机械法去除,(如锉刀,砂纸,金属刷等进行表面处理,当心防止金属颗粒或磨粒进入铜管。
钎接的接头部位,可用120#砂纸(布)顺管径方向或(钎料钎料流入方向)打磨成细纹,以增加钎料的流布行。
钎焊接头装配,各组件的装配应严格保证间隙,合理使用装配夹具,接头装配间隙(单边)e=0.05~0.15mm为宜,接头的插入长度(L):3T≤L≤15mm(T管子壁厚)。
无缝钢管焊接工艺:
通常采用的是氩弧焊打底,三遍电焊成型的焊接方法。
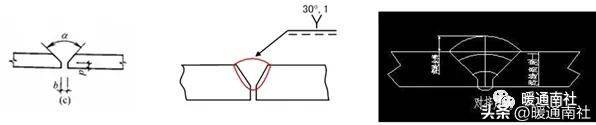
钎焊接头形式,使用对接接头形式,并制作Y型焊接坡口。
焊接间隙,焊丝直径的1~1.5倍(一般在1.5-2.5mm左右)。
不锈钢管焊接工艺:
通常采用的是氩弧焊成型的焊接方法。
钎焊接头形式,使用对接接头形式,并制作Y型焊接坡口。
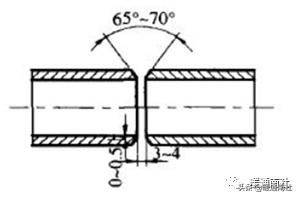
坡口形式采用V 形坡口,由于采用了较小的焊接电流,熔深小,因而坡口的钝边比碳钢小,约为0-0.5 mm,坡口角度比碳钢大,约为65-70°。
焊接间隙,焊丝直径的1~1.5倍(一般在1.5-2.0mm左右)。
系统排污、气密性试验及抽真空:
1.系统排污
整个制冷系统是一个密封而又清洁的系统,不得有任何杂物存在,必须采用氮气对整个系统进行吹污,将残存在系统内部的铁屑、焊渣、泥砂等杂物吹净。
吹污前应选择在系统的最低点设排污口。用0.5~0.7Mpa压力的干燥氮气进行吹扫;如系统较长,可采用分段排污。
此项工作按次序连续反复地进行多次,当用白布检查吹出的气体基本无污垢时为合格。

2.系统气密性试验
a)管路保压
管路是指从冷风机出口到压缩机(组)进口的制冷管道。
保压前,管路两端不能与设备相连。
管路两端必须密封焊死,高低压连通。
管路保压2.3Mpa,24Hrs。
b)冷凝器管路保压
保压前,冷凝器管路一端与冷凝器相连焊接,另一端不能与压缩机(组)相连。
保压2.3Mpa,24Hrs。
c)系统保压
系统是指压缩机(组)和对应的管路、冷凝器(蒸发冷)、冷风机等。
将系统管路全部连接完毕后,保压。
保压1.4Mpa,48Hrs。
d)保压工艺要求
保压前必须将所有阀门打开(注意高、低压传感器及压力控制器等压力敏感部件必须与系统隔离),电磁阀手动打开或线圈通电。
保压必须用干燥氮气。
保压和随后的测压必须用同一个压力表,以保证读数精确(可在6h以后开始记录压力表读数,经24h以后再检查压力表读数,压降应小于试验压力的1%)。
试压过程中如发现泄漏,检修时必须在泄压后进行,不得带压修补。
每次保压和测压必须有书面记录和操作人签字,项目负责人必须亲自检查最终数据并签字。
没有书面记录的保压操作视为无效。
3.系统抽真空试验:
a)系统抽真空
系统抽真空必须在系统试压合格后进行。
系统抽真空至0.5mmHg以下(注意:绝不允许用压缩机自身抽真空)。
系统必须抽两遍真空:第一遍抽至1.5mmHg,用氟利昂打破真空至0.13Mpa。然后加冷冻油和过滤器芯。第二遍抽真空至0.5mmHg以下,保持24h以上。
b)抽真空工艺要求
上述0.5mmHg的真空度要求是针对R22系统,R404A系统真空度要求为0.2mmHg。
抽真空前必须检查所有阀门(包括电磁阀)是否全部打开。
真空度必须在离真空泵的最远端测量出。
每次测量真空度必须有书面记录和操作人签字,项目负责人必须亲自检查最终数据并签字。
4.制冷剂及冷冻油充注
a)制冷剂的充注
制冷系统充灌制冷剂时,应将装有质量合格的制冷剂钢瓶在磅秤上称好重量,做好记录。
用连接管与机组注液阀接通,利用系统内的真空度,使制冷剂液体注入系统。
当系统压力与钢瓶压力相同时,关闭储液罐出液阀,打开冷风机控制系统起动压缩机,加快充入速度,直至符合系统需要的制冷剂重量。

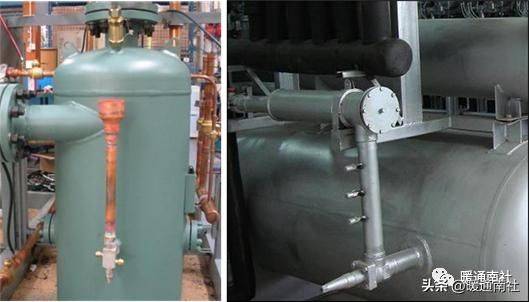
b)冷冻油的充注
活塞机组出厂都按标准充注冷冻油,在机组运行中可能需要补充适量的冷冻油。
关闭所有与储油罐(带油分储油罐)相通的阀门,放空油罐内压力。
将真空管接在油罐上部的三通阀进口或油罐上部的单向顶针阀上,启动真空泵,然后将加油管接在油罐下部的三通阀进口利用负压吸入冷冻油,或将冷冻油从加油口利用负压直接倒入。

必须严格按要求加入与压缩机及冷媒匹配的冷冻油。
注意冷冻油开罐后请立即加入系统防止吸附水份及污染。
5.系统调试前的准备
a)保证整个系统经过吹污、打压后,无污染、无泄漏。
b)保证整个系统真空度达到技术要求,系统干燥无水分(查看视镜的干燥指示变化)。
c)系统内根据要求已安装合格的符合质量标准的过滤器(芯)。
d)制冷工程已安装并完成所有动力及控制原件的接线并符合规范。
e)已对所有的电器设备进行了电试,如:对地阻抗、电磁阀及冷风机等动作正确可靠。
f)检查并确保供电电压符合要求:380V±10%,电缆规格符合载荷要求。
g)对压缩机组及冷凝器(蒸发冷)的控制已做好模拟电检并确保正常可靠。
h)检查是否已按要求做好机组避震及管道的固定,保证设备正常运行,减少事故隐患。
完成上准备即可进行设备的联机调试。
机组使用及维护:
并联机组常见故障及原由:
1.高压报警的原由:
风冷冷凝器电机不工作;
蒸发冷、水冷冷凝器水泵、风扇电机不工作;
蒸发冷、水冷冷凝器缺水运行;
带有排气压力调节阀的机组,压力调节阀故障。
2.电机过热,排气温度过高报警
相保护器设置超限,电压过低;
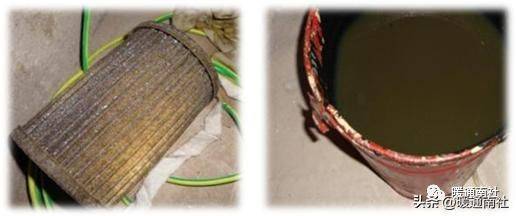
吸气过滤器堵塞;
螺杆机油温过高;
润滑不良导致的机械磨损。

3.油路报警:
活塞机油压差报警;曲轴箱油位低;压缩机油过滤器堵塞;系统回液;压缩机运行时高低压串气;冷冻油变质;伪劣制冷剂。

4.螺杆机油流,油滤报警
油分出口过滤器堵塞或滤芯型号不对;压缩机精油滤堵塞;油流开关故障;油分出口没有配置压力调节阀或设定参数不对。

5.压缩机回液
蒸发器电磁阀前没有配置过滤器;化霜不及时;膨胀阀不匹配或安装不规范;冷风机控制器设定不合适;机组控制器设定不合适。

建议:机组和蒸发器之间有连锁控制,确保在机组报警时切断蒸发器供液;蒸发器供液电磁阀前加装过滤器。

6.机组电源相报警
电压不稳,或有大功率用电器投入;相保护器前保险管熔断;相保护器烧毁。
7.机组控制器报警、损坏
电压不稳;接地不规范或没有做接地。
8.压缩机接触器损坏
接触器触点松动;中继触点粘连;油压差控制器、高压控制器触点弹片接触不牢。

9.吸气传感器报警
DANFOSS,AKS33工作范围-1—9bar;
机组报警停机,没有连锁控制,蒸发器电磁阀一直工作,大量液体进入低压,高低压串平;
长时间停机,高低压串平。
处理方法:
⑴关闭传感器角阀,放出软管内的气体;
⑵关闭回气截止阀,手动开启压缩机,缓慢打开回气截止阀,抽取蒸发器内压力;
⑶打开传感器角阀。
并联机组的维护保养要点:
1.保持机房整洁、干净、明亮;

电器元件的紧固检查;
压缩机地脚螺栓、管夹、阀门、纳子的紧固检查;
压力、温度、液位、油位检测;
滤芯、冷冻油更换;
冷凝器清洗、水质检测。
2.电器元件的紧固检查
检查空开、接触器有无松动;延时继电器检测;电压、电流检测;检查中间继电器有无松动、粘连;曲轴箱、油分加热管有无加热。
压缩机地脚螺栓、管夹、阀门、纳子的紧固检查。

3.压力、温度、液位、油位检测
吸气温度、吸气压力;排气温度、排气压力;储液器液位;油分油位;储油器油位;压缩机油位控制器油位;蒸发冷水池水位。

4.滤芯、冷冻油更换
滤芯:建议系统全部投入运行50—100小时后更换机组所有滤芯。
冷冻油:如果系统安装规范良好,设置多种滤芯,一般情况下不必换油。压缩机烧毁,电机故障,系统进水,冷冻油变质等等,须更换冷冻油。
5.冷冻油的用量:
活塞机组:每台压缩机5L+储油器容积;
螺杆机组:油分容积2/3+油冷容积。

6.冷凝器清洗、水质检测
定期清洗翅片;
定期除垢、藻类,换水清洗水池;
水冷冷凝器停用时,冬季必须把水放掉;
北方建议在室内增设水箱,防止水泵损坏。
其他事项:
过滤器安装:
安装时间:一次抽真空之后。

冷冻油:
加注时间:抽真空之后
活塞机:
开机前加热24小时,需保证总低压保护器接通,否则无法加热。
螺杆机:开机前加热到40度以上,如北方冬季机房内没有暖气,需在油分外做保温处理。
蒸发温度设定:
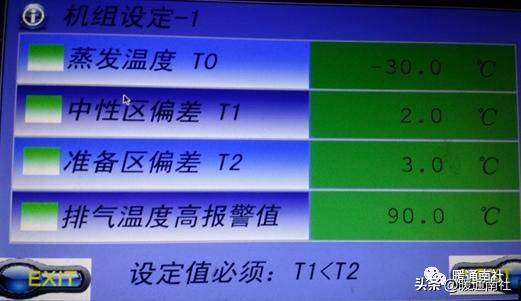
热气化霜:




