做机械加工、夹具设计的同行都有体会,零件加工的尺寸超差、形位公差不合格,甚至加工时的振刀、变形,80% 的前期问题都出在工件定位与夹紧上。很多新手总觉得装夹是 “拧螺丝固定” 的小事,实则它是决定加工成败的核心基本功。今天这期文章我们就把这套知识讲解透彻,从底层原理到实操方法,再到误差管控,一篇讲全需要掌握的核心要点。
一、所有定位的底层逻辑:六点定位原理
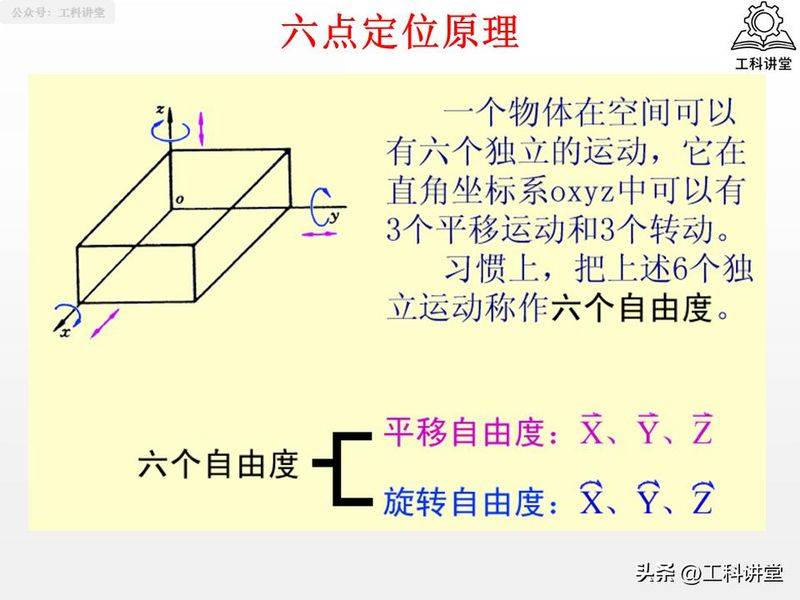
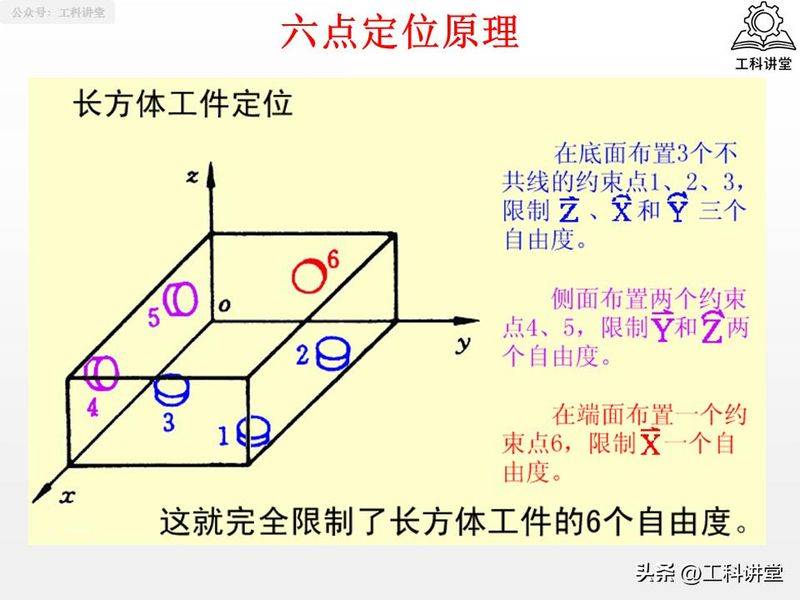
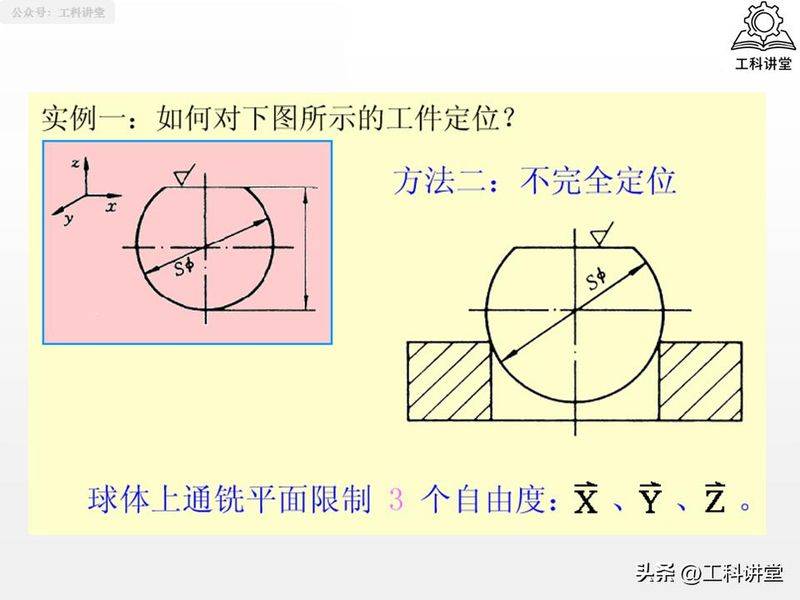
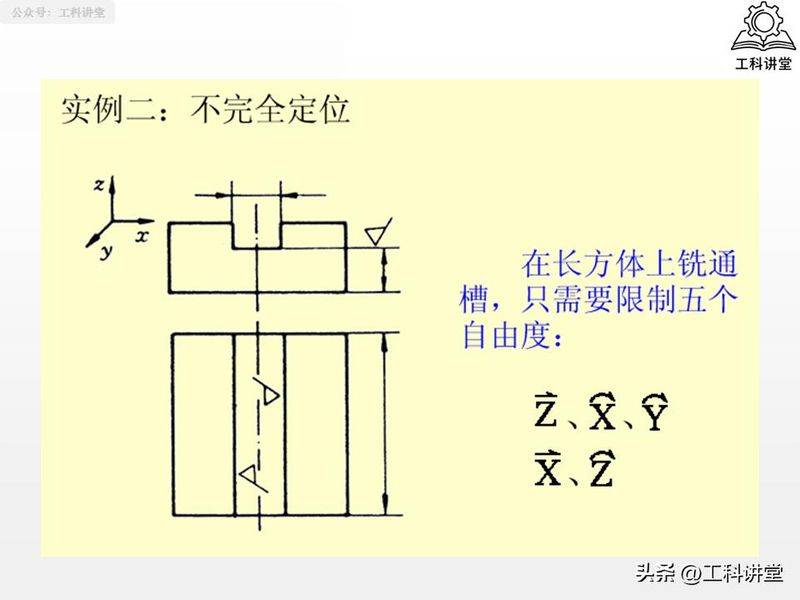
任何工件在空间直角坐标系中,都有 6 个独立自由度 ——3 个沿 X/Y/Z 轴的平移自由度,3 个绕对应轴的转动自由度。所谓定位,本质就是用合理布置的定位支承,把工序需要限制的自由度牢牢管住。
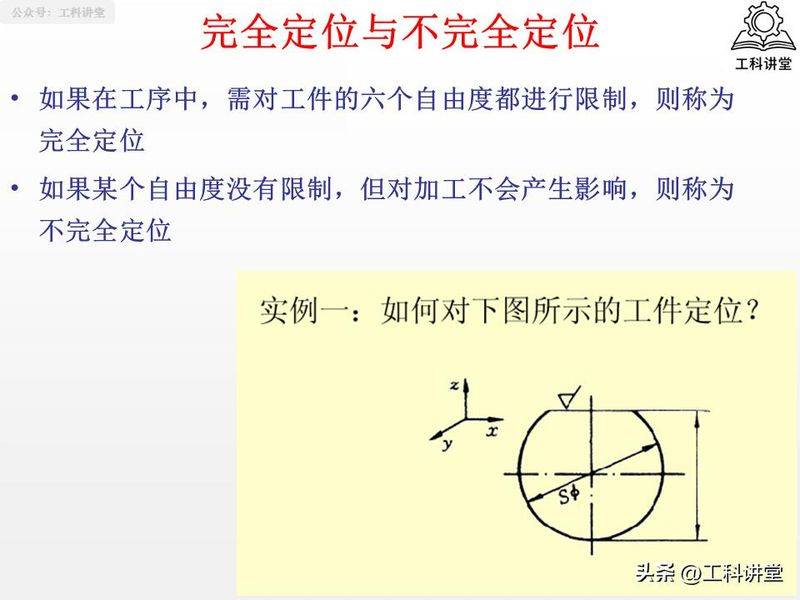
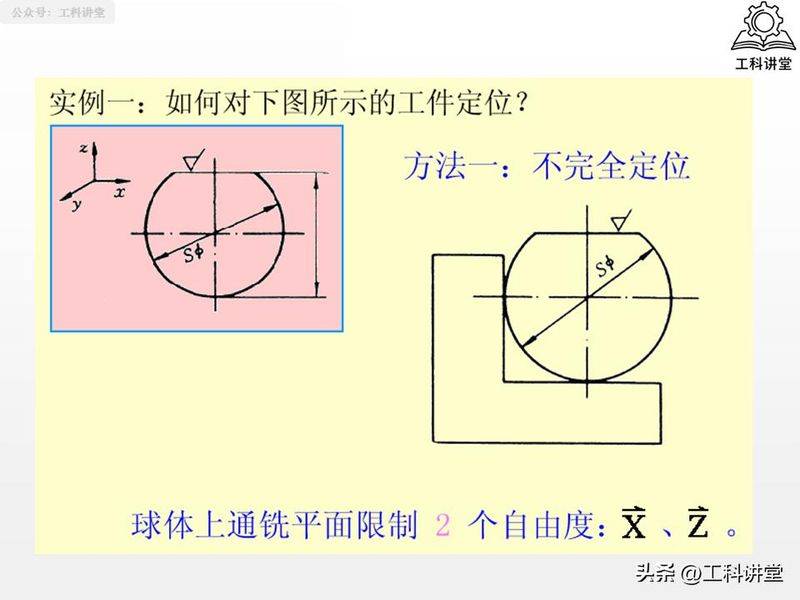
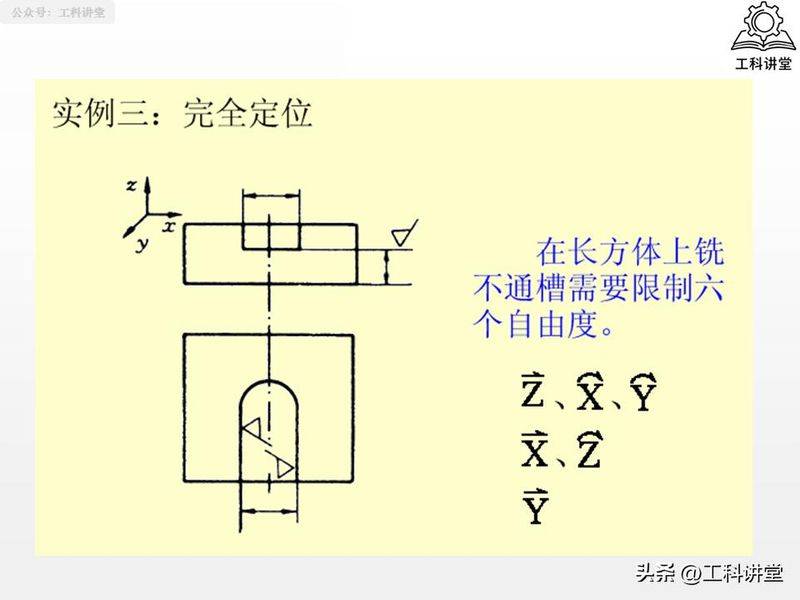
最经典的长方体定位方案,就是底面 3 个不共线的支承点,限制 Z 向平移、绕 X 和 Y 轴的转动;侧面 2 个支承点,限制 Y 向平移、绕 Z 轴的转动;端面 1 个支承点,限制 X 向平移,6 个点刚好锁死全部自由度,也就是我们说的完全定位。
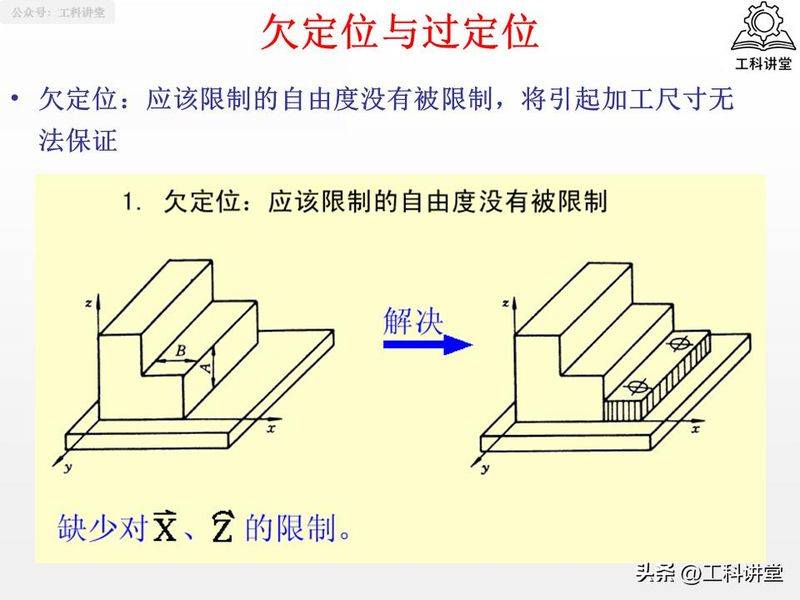
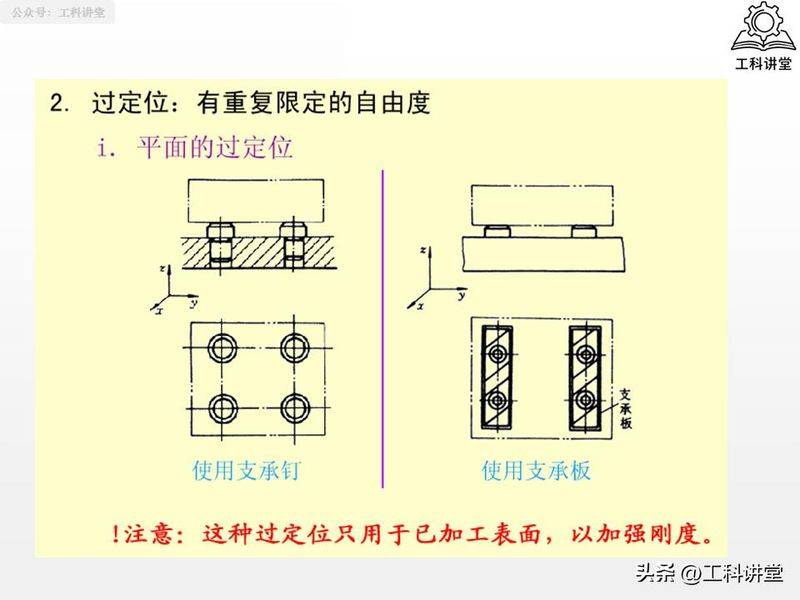
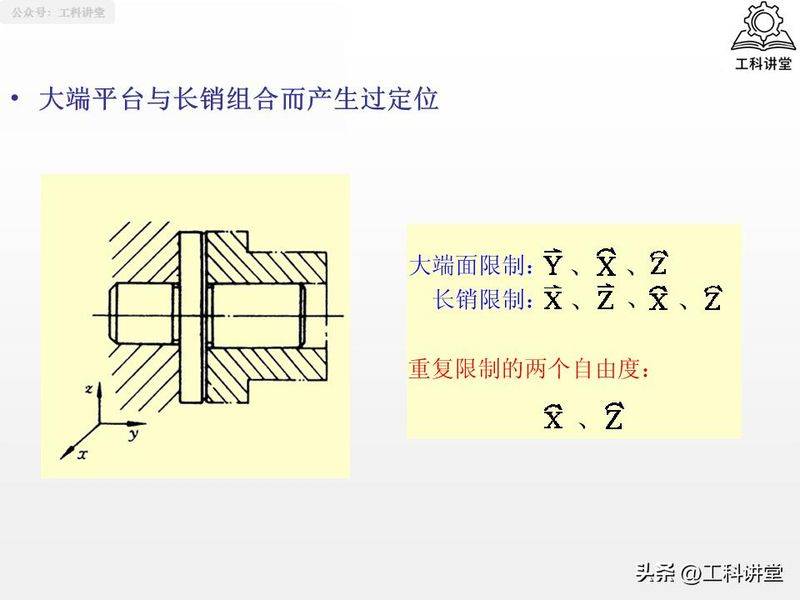
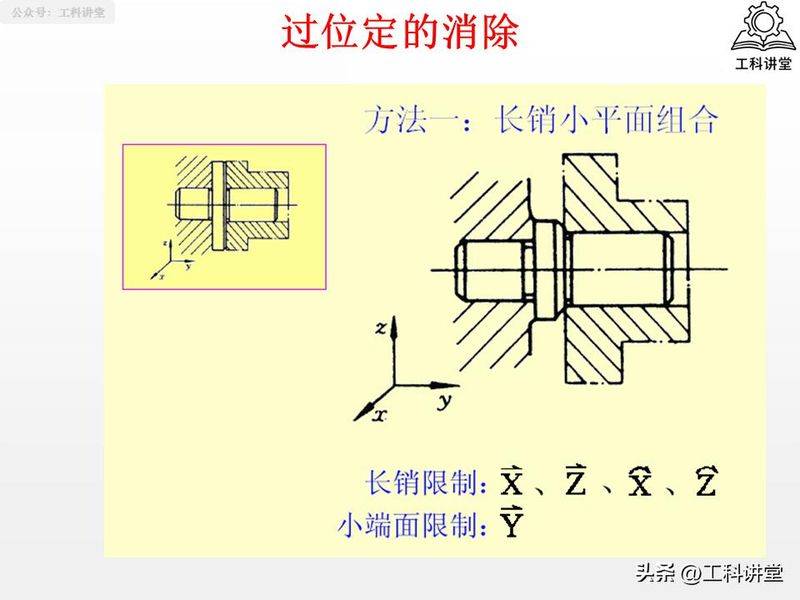
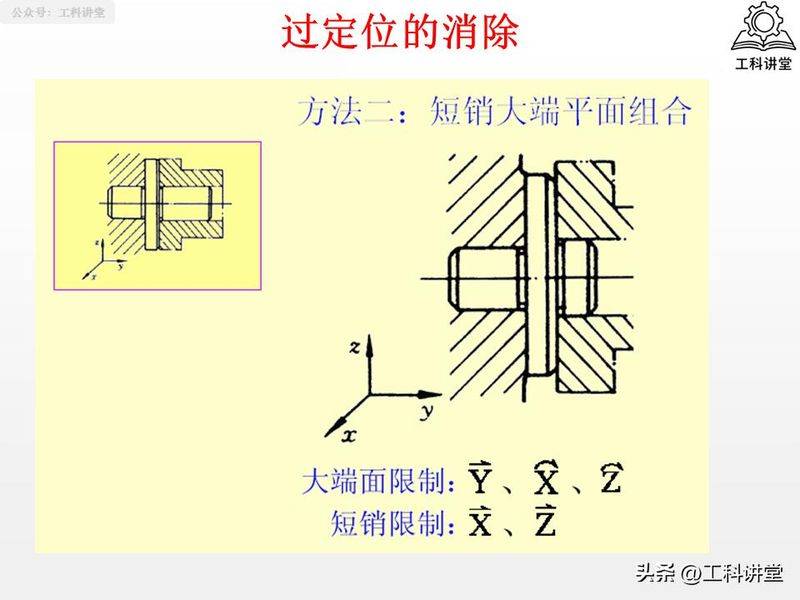
这里要划两个新手高频踩坑点:一是欠定位,该限制的自由度没管住,直接导致加工尺寸无法保证,是工艺里绝对禁止的;二是过定位,同一个自由度被多个支承重复限制,毛坯面绝对不能用,但精加工后的光洁平面,合理的过定位反而能提升工件刚性、减少振刀,并非绝对禁区。
二、工厂最常用的 4 类定位方法与核心元件
实际生产中,几乎所有定位方案都围绕 4 类基准面展开,对应专属的定位元件,选对了就能少走很多弯路。
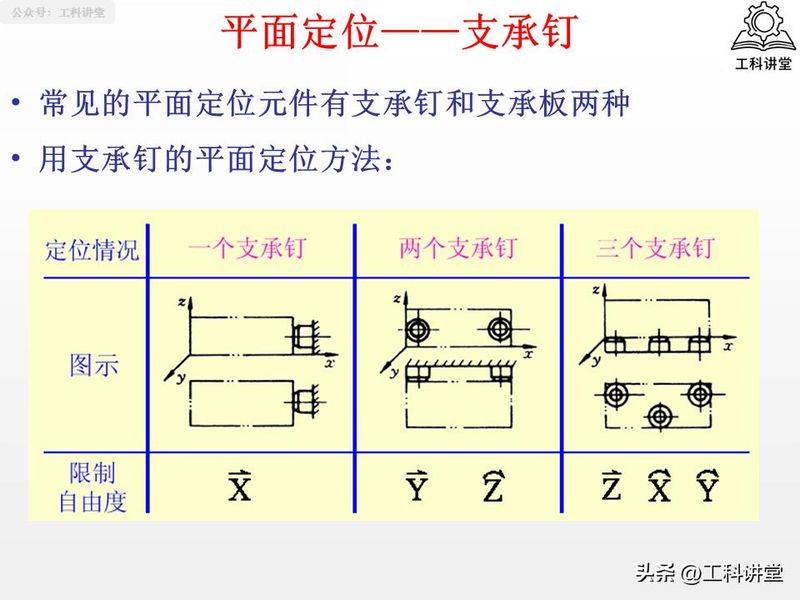
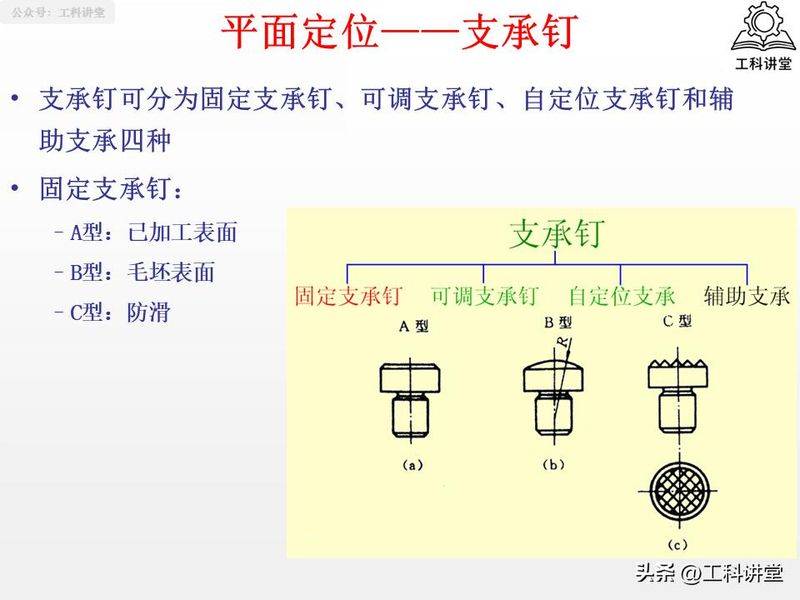
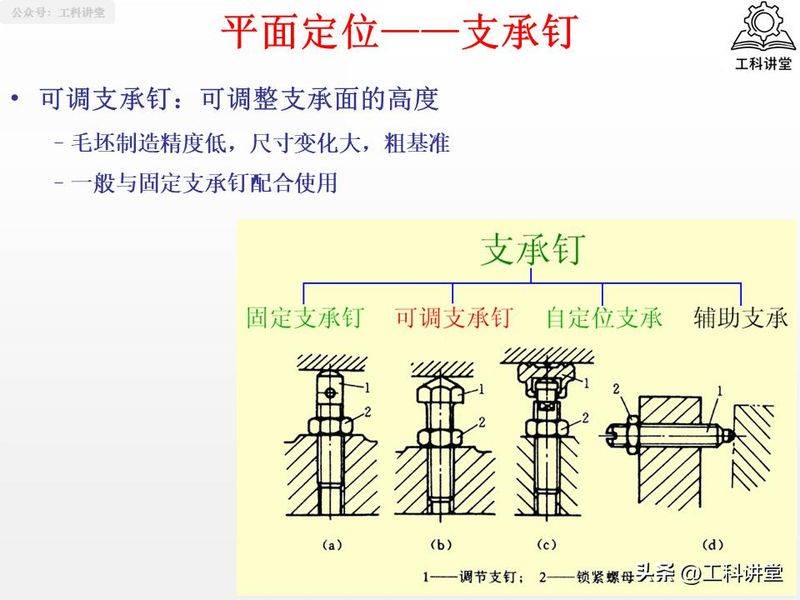
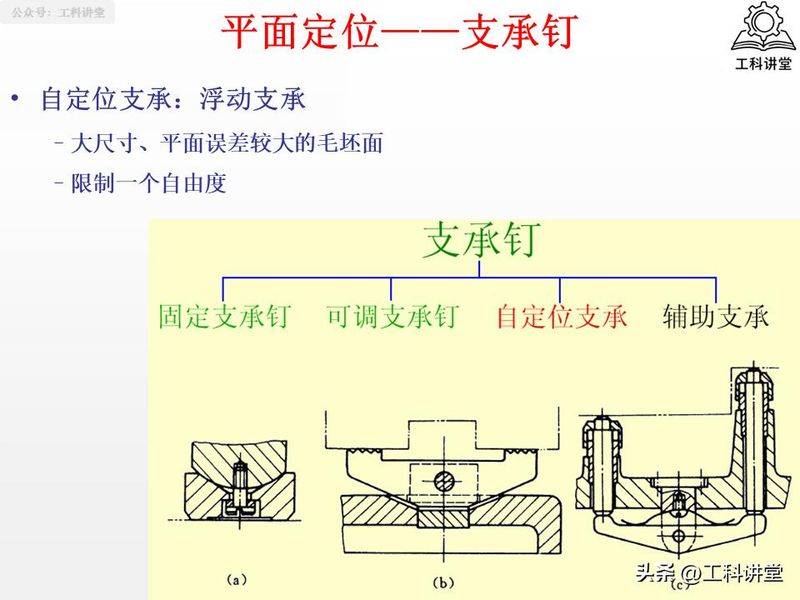
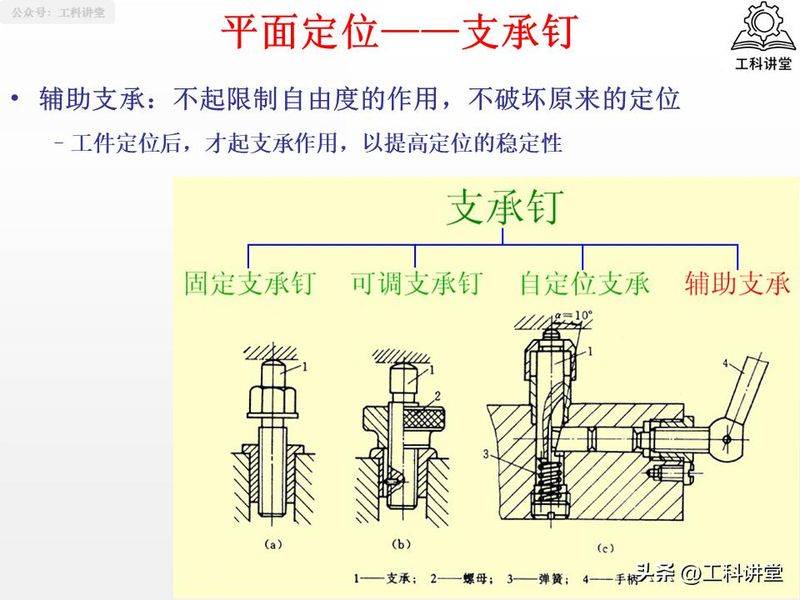
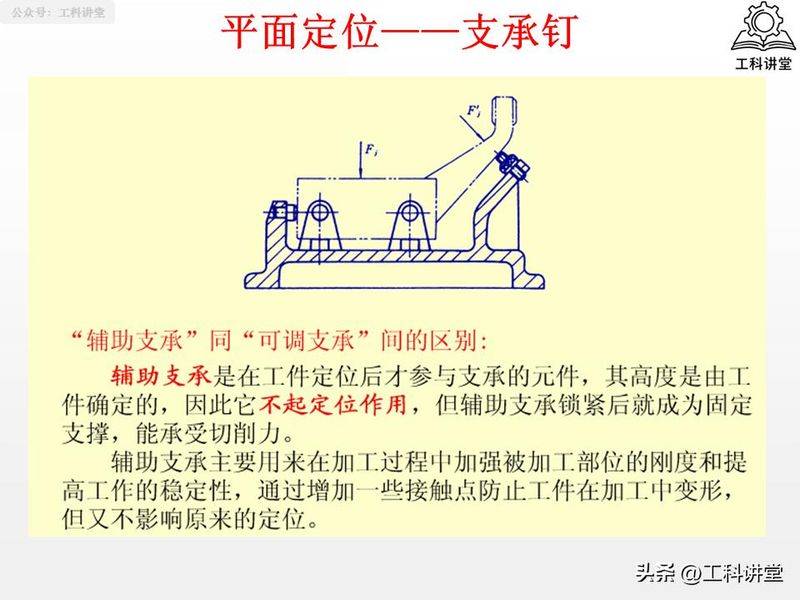
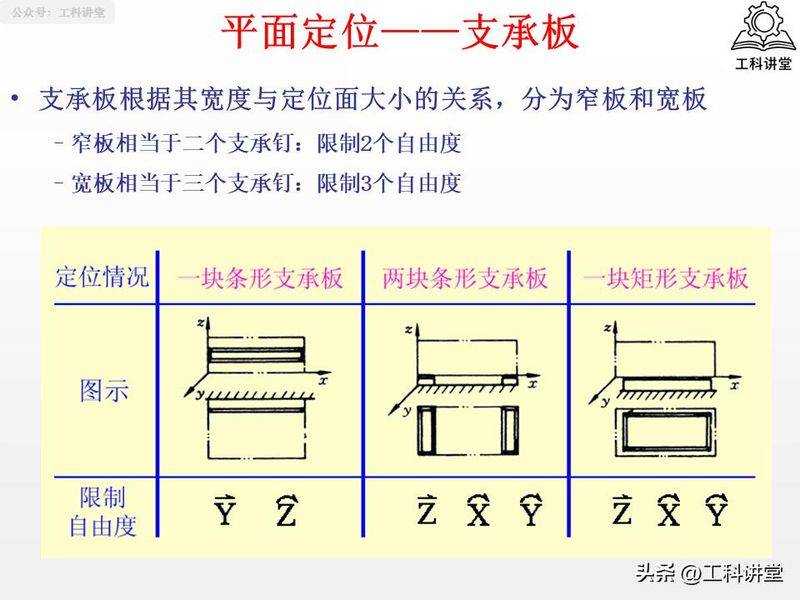
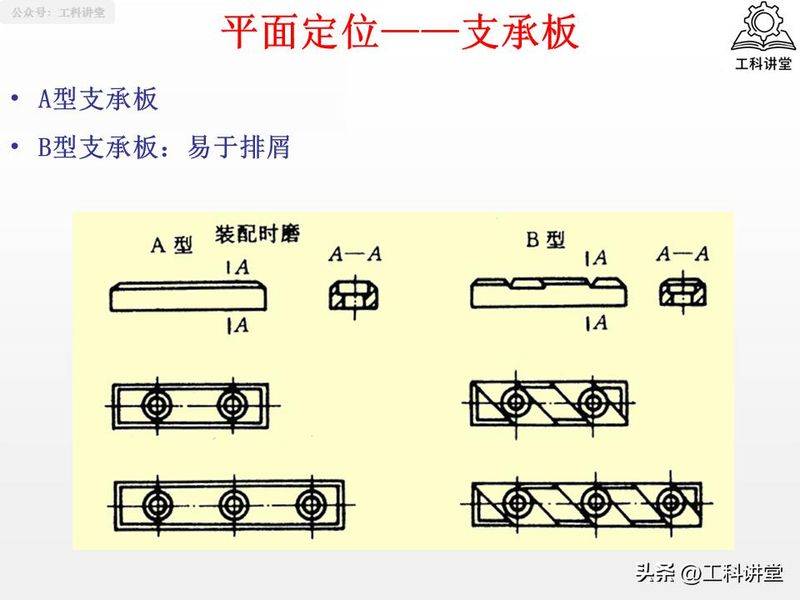
第一类是平面定位,也是最基础的定位方式,核心用支承钉和支承板。固定支承钉分三类,A 型适配已加工面,B 型适配毛坯面,C 型带防滑纹路;这里一定要分清两个极易混淆的元件:可调支承参与定位、限制自由度,而辅助支承是工件定位完成后才锁紧的,完全不影响原有定位,只用来提升工件支撑稳定性。
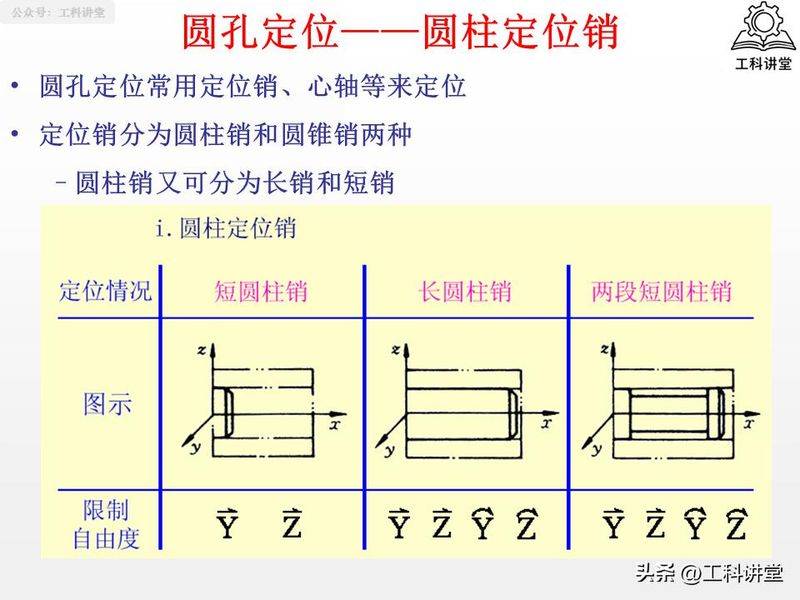
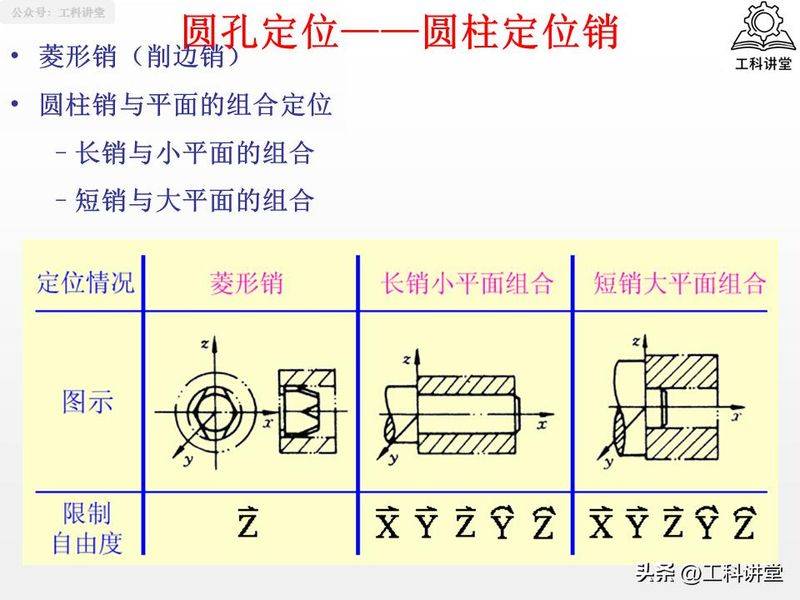
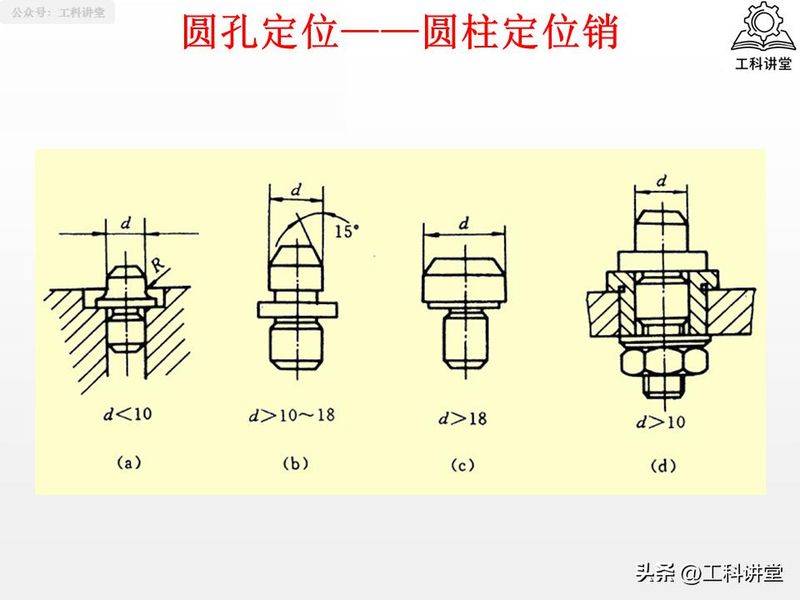
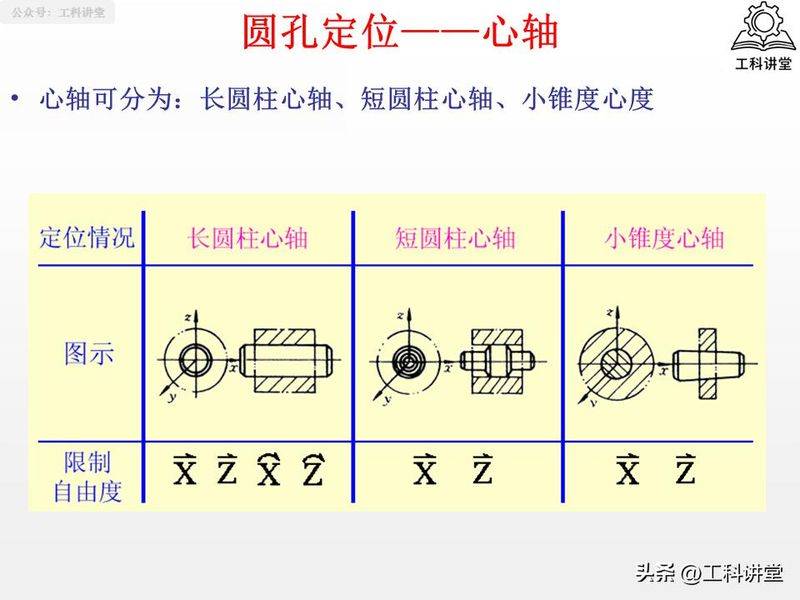
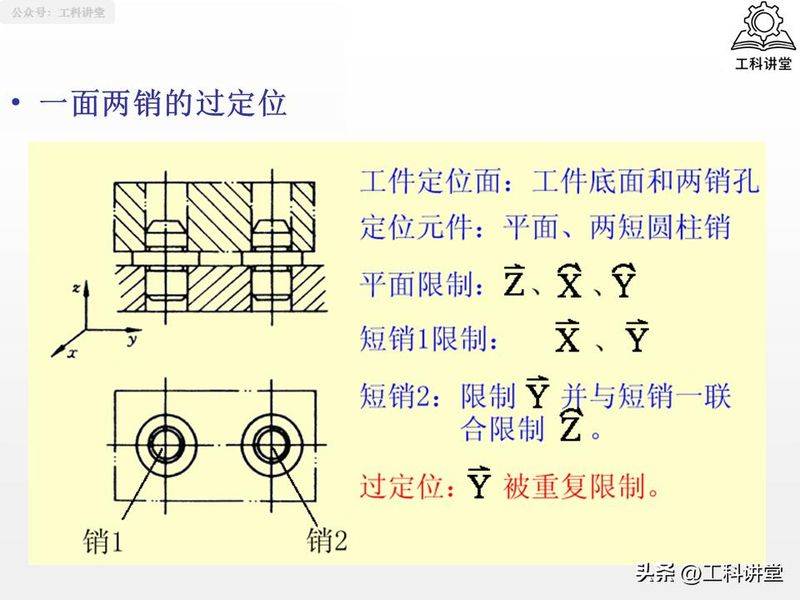
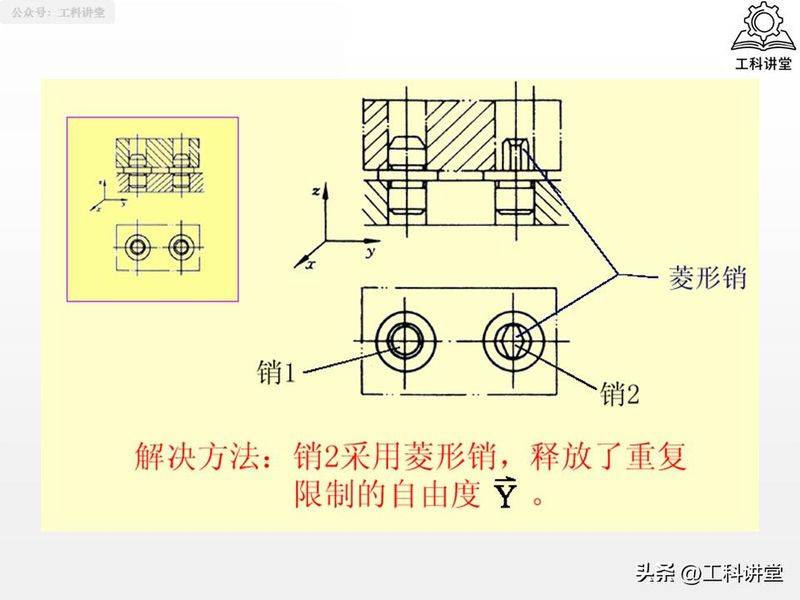
第二类是圆孔定位,常用定位销和心轴,短圆柱销限制 2 个自由度,长圆柱销能限制 4 个;箱体加工通用的 “一面两销” 方案里,第二个销必须用菱形销,核心就是为了消除过定位。
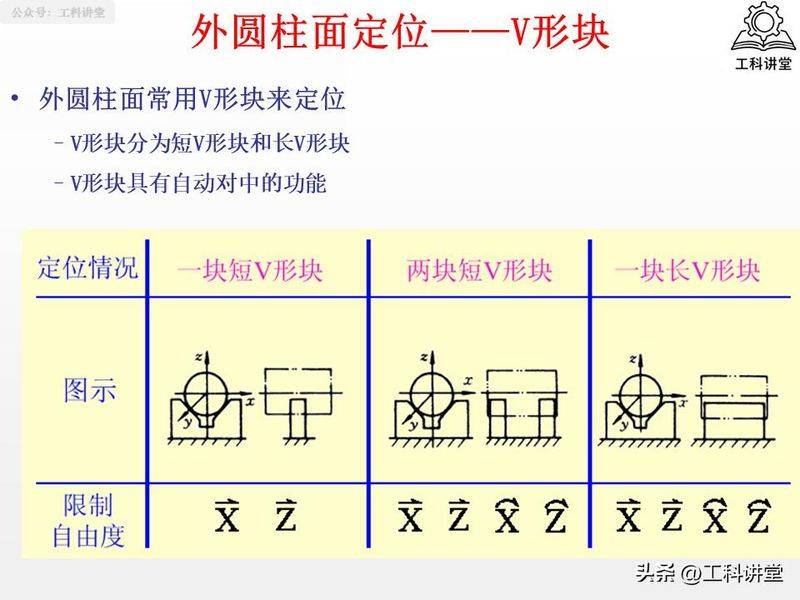
第三类是外圆柱面定位,核心元件是 V 形块,它最大的优势是自动对中,短 V 形块限制 2 个自由度,长 V 形块限制 4 个,是轴类零件加工的标配。
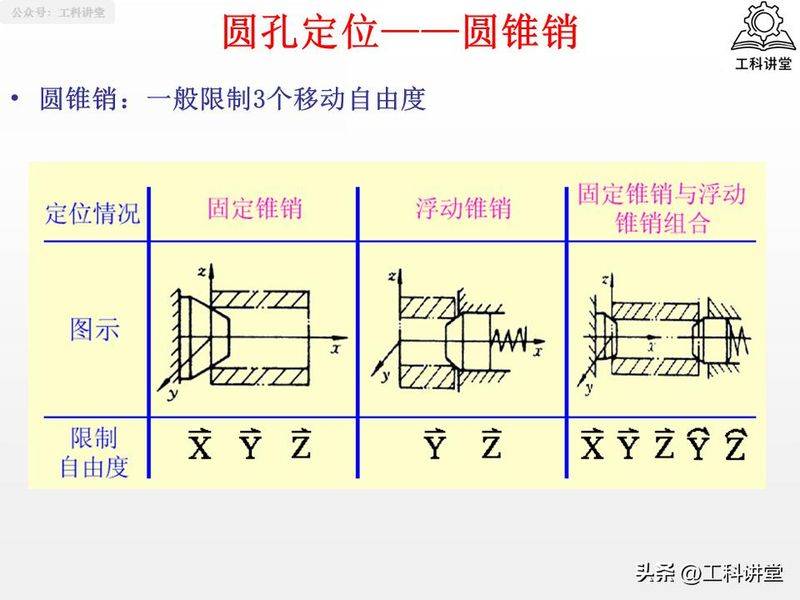
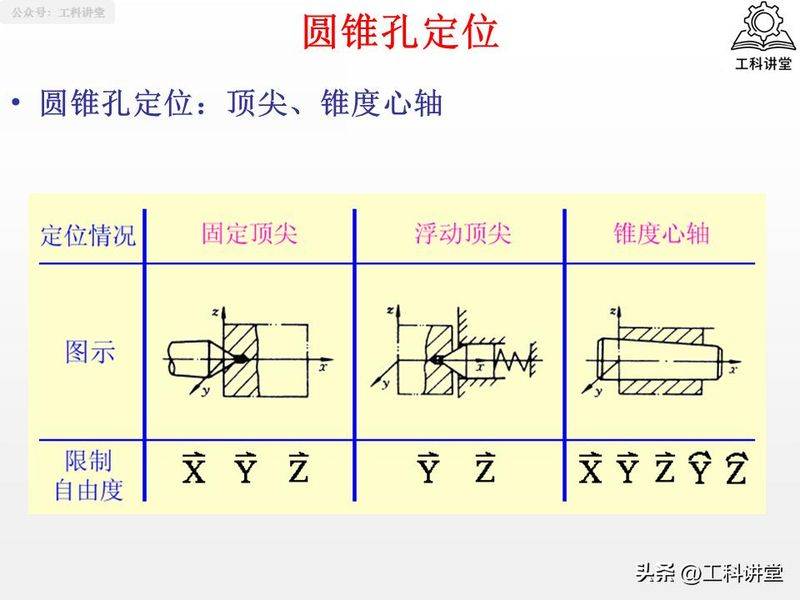
第四类是圆锥孔定位,常用顶尖和锥度心轴,定心精度更高,适合轴类零件的精加工。
三、夹紧力设计的核心准则
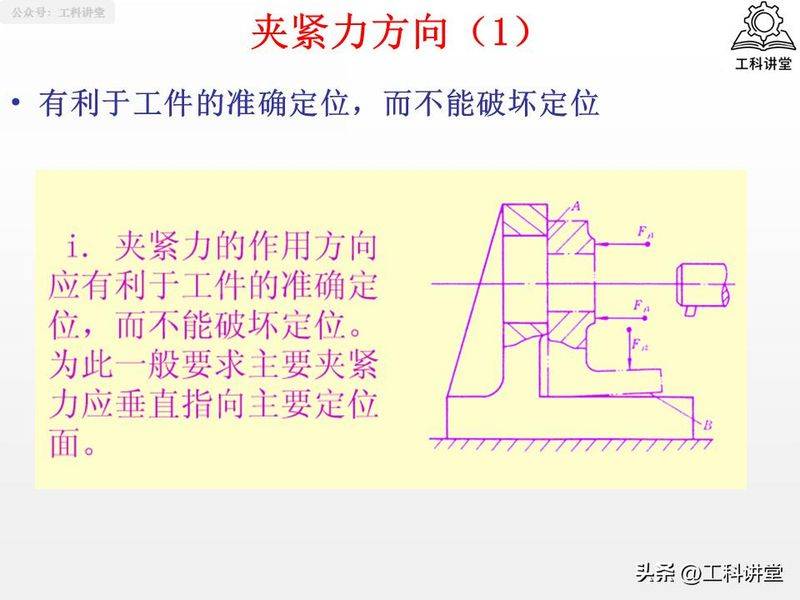
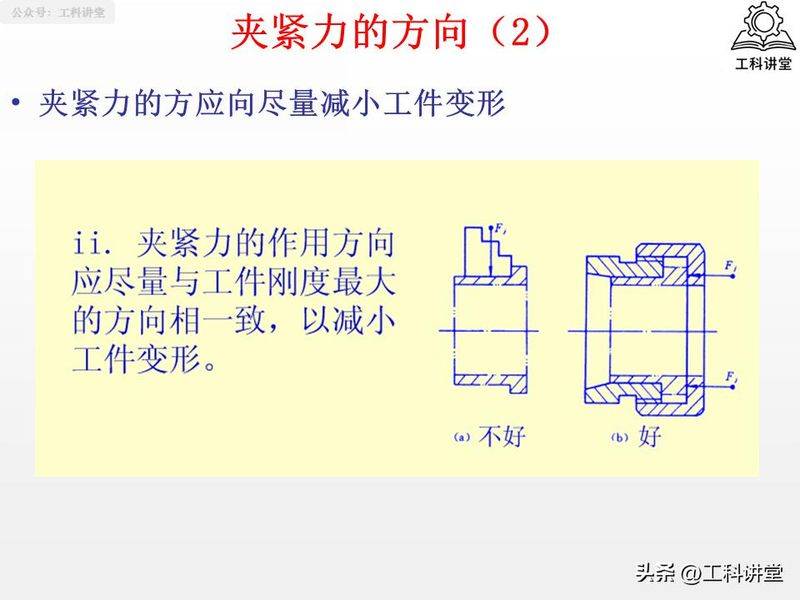
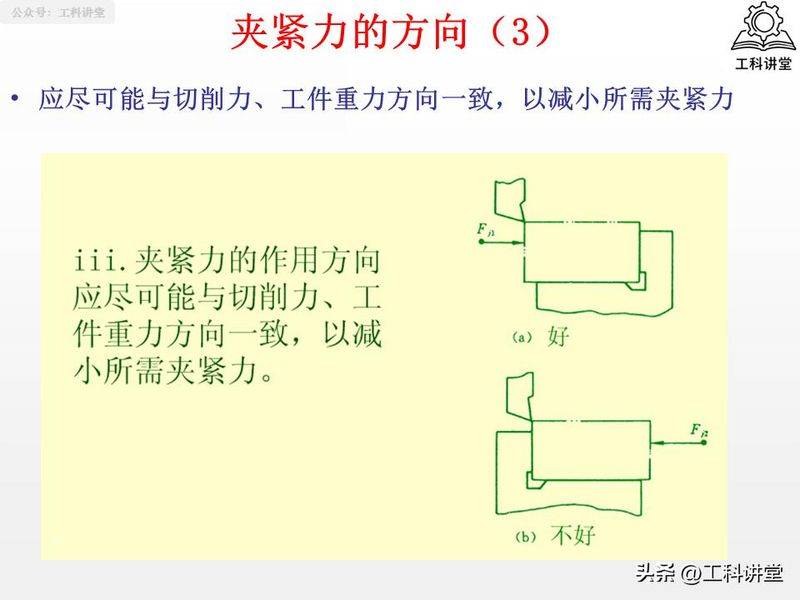
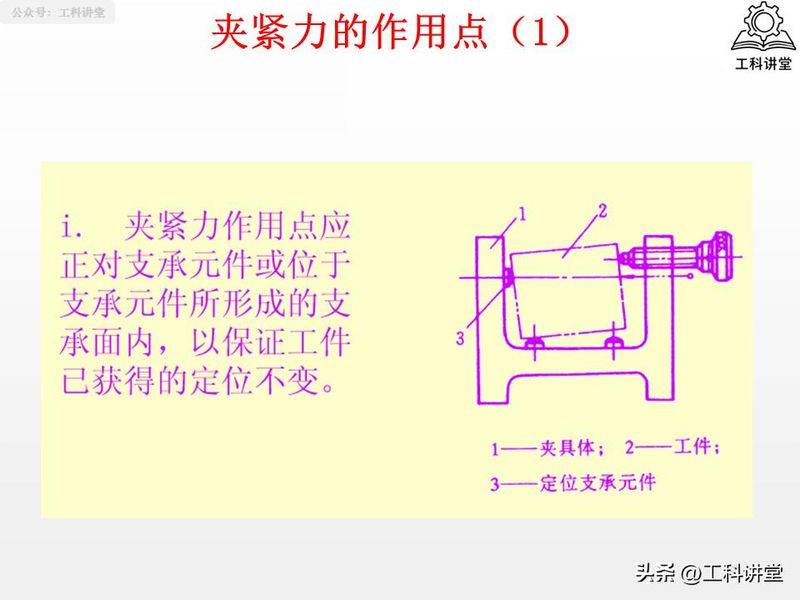
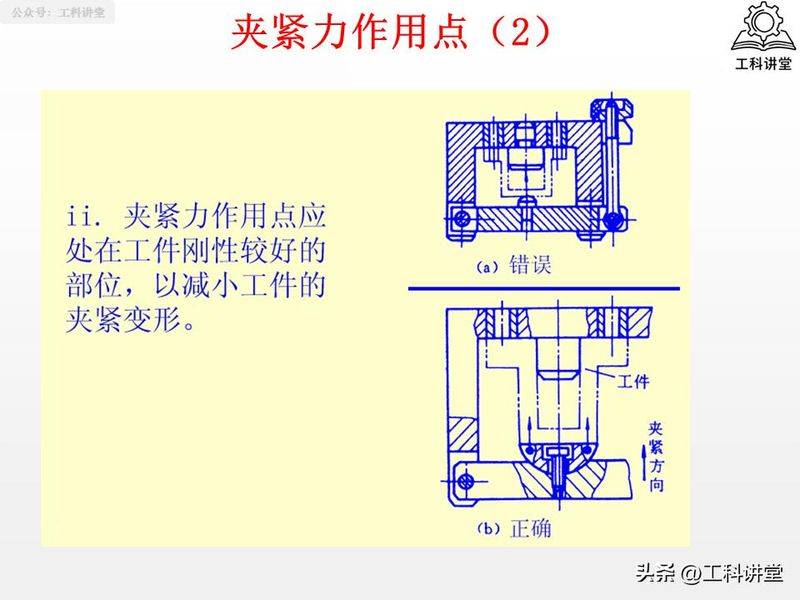
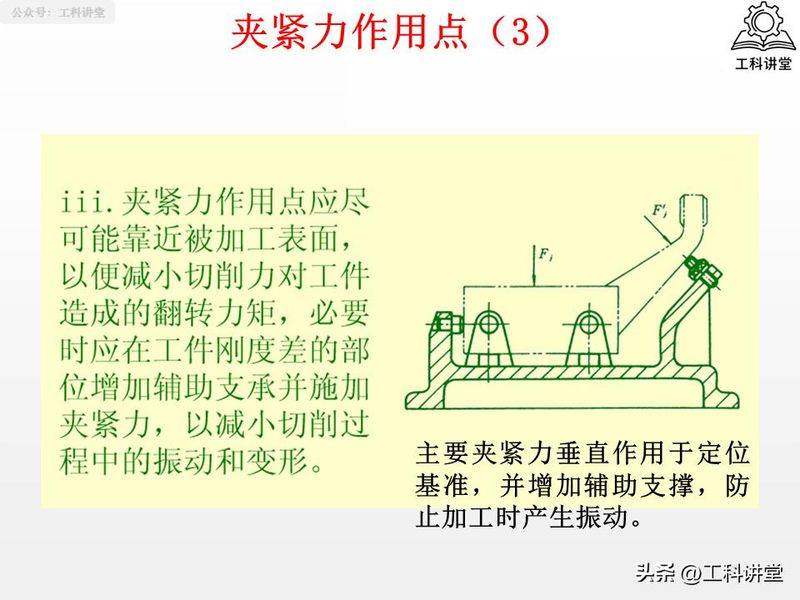
定位是给工件找对位置,夹紧就是把这个位置牢牢守住,夹紧力设计错了,再好的定位也白搭。核心就抓 3 个关键点:一是夹紧力方向必须垂直指向主要定位面,绝对不能破坏原有定位;二是夹紧力要顺着工件刚性最好的方向,同时尽量和切削力、工件重力同向,既能减小所需夹紧力,还能最大程度避免夹紧变形;三是夹紧力作用点一定要落在工件刚性好的区域,正对定位支承,薄壁件加工尤其要注意这一点。
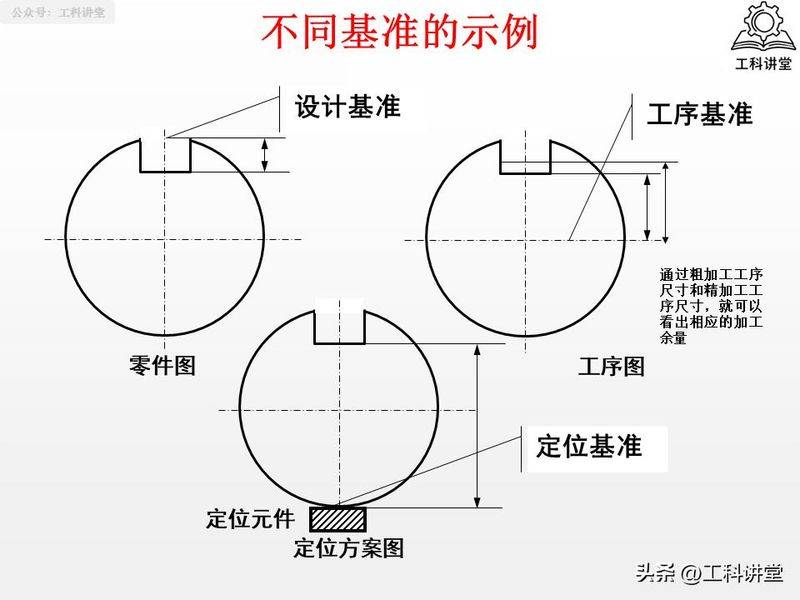
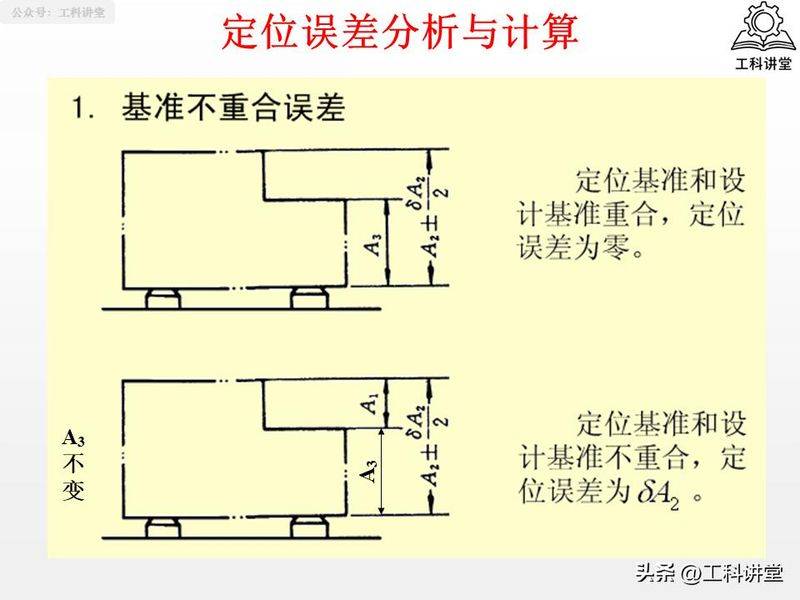
四、定位误差计算与方案可行性判断
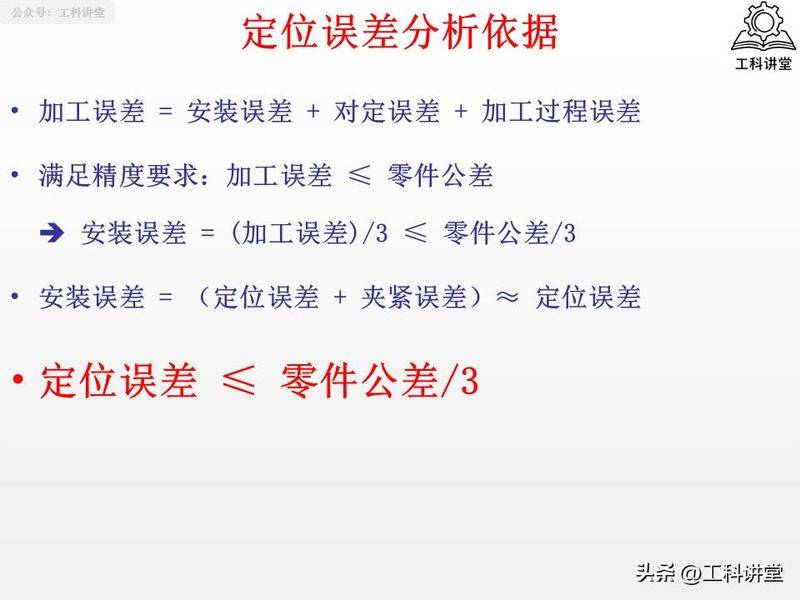
最后要解决的,就是怎么判断定位方案能不能满足加工要求。定位误差本质是一批工件定位时,工序基准的最大变动量,由两部分组成:基准不重合误差(工序基准和定位基准不重合带来)和基准位移误差(定位基准公差、与定位元件的间隙带来)。行业里通用的可行性红线是:定位误差必须控制在工序公差的 1/3 以内,超过这个数值,定位方案就必须优化调整。
说到底,工件定位与夹紧没有花里胡哨的技巧,全是对底层原理的吃透和对细节的把控。把六点定位原理摸透,选对定位元件,算准定位误差,就能解决生产里绝大多数的装夹问题。
PPT讲义介绍定位和夹紧(文末查看PPT讲义源文档+延伸干货)


因头条文章页面内容有限,仅展示PPT讲义部分内容
完整版PPT讲义+延伸干货内容