搓齿加工:齿轮制造的"温柔塑形师"
想象一下,当你转动汽车方向盘或者按下电动工具开关时,那些看不见的齿轮正在以微米级的精度传递动力。这些精密零件的背后,有一种鲜为人知却高效无比的加工工艺——搓齿加工。它不像传统切削那样"暴力"去除材料,而是像一位温柔的塑形师,通过金属的塑性变形让齿轮齿形自然"生长"出来。今天咱们就一起来聊一聊搓齿这种加工工艺:
从战场到工厂:搓齿技术的逆袭之路
搓齿加工的起源可以追溯到二战时期的军事需求。1944年,太平洋战场上坠落的美军战机让日本工程师第一次见识到这种"无切削"加工技术——飞机零件上的齿轮不是切削出来的,而是通过模具挤压成形的。这种当时被称为"冷锻"的工艺,正是现代搓齿技术的前身。
战后,这项技术在日本得到快速发展。1960年代,神户制钢的工程师们攻克了冷锻材料的难题,让搓齿工艺从实验室走向生产线。有趣的是,当时日本的大型钢铁企业反应迟缓,反而是一家叫衫田制线的小企业率先实现了冷锻材料的稳定供应,这也奠定了搓齿技术"以小博大"的产业基因。
中国的搓齿技术研究始于1990年代,最初主要依赖进口设备。但随着制造业升级,南京二机、重庆机床等企业逐步实现了设备国产化。到2025年,国产搓齿机在国内市场的占有率已达72.5%,在中低端机型领域完全替代进口,高端五轴联动机型的进口替代率也突破了40%。从模仿到创新,中国搓齿技术只用了短短三十年。

金属的"舞蹈":搓齿加工的奇妙原理
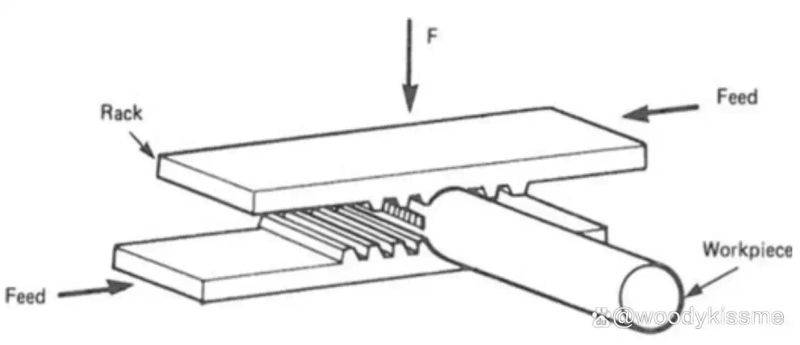
如果把传统滚齿加工比作"雕刻",那搓齿加工就像是"捏橡皮泥"——不是通过切削去除材料,而是让金属在模具压力下"流动"成形。这个过程可以分为三个优雅的"舞蹈"阶段:
初始接触阶段,上下两把搓齿模具开始轻轻压向圆柱形的工件毛坯,就像舞者初次牵手,建立起微妙的力的平衡。模具表面精心设计的齿形开始在工件表面留下浅浅的印记。
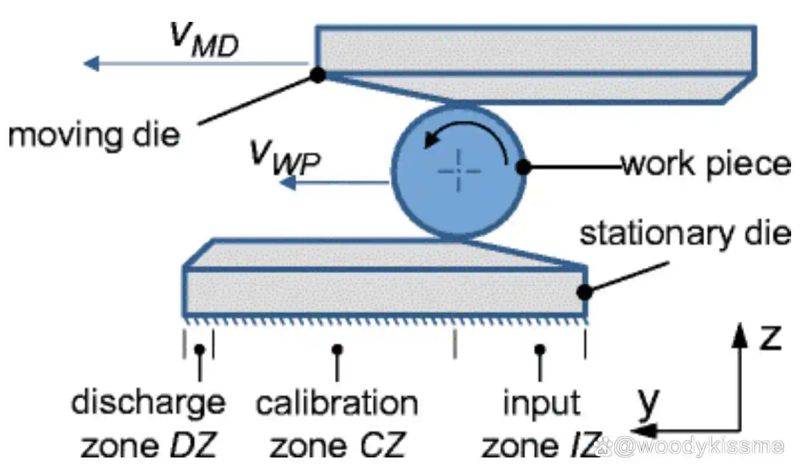
塑性变形阶段是整个过程的高潮。模具以精确控制的速度相对运动,金属材料在压力作用下沿着模具齿廓流动,就像舞者随着音乐舞动身体。这个过程中没有切屑产生,材料利用率接近100%,堪称金属加工的"绿色工艺"。
精整阶段则像是舞蹈的收尾动作,模具对已成形的齿形进行最后的校准,确保每个齿的精度都达到设计要求。整个过程在数秒内完成,最快甚至只需3秒钟就能加工出一个高精度齿轮。
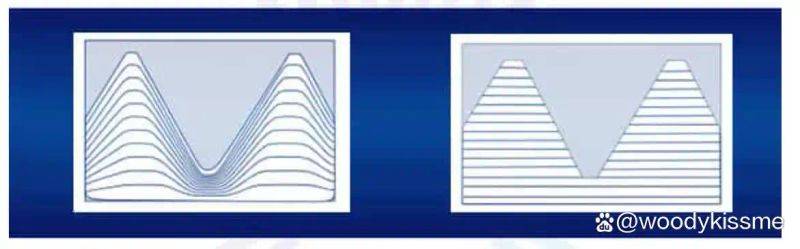
这项工艺的核心秘密在于金属流线的完整性。传统切削会切断金属内部的晶粒结构,就像把编织好的毛衣剪开;而搓齿加工让金属晶粒沿着齿形方向重新排列,形成连续的"纤维"结构,使齿轮的疲劳强度提高40%以上。这也是为什么采用搓齿工艺的汽车传动轴能承受更大扭矩的原因。

模具是灵魂:搓齿刀具的精密艺术
如果说搓齿加工是一场舞蹈,那搓齿刀具就是舞者手中的道具,直接决定了表演的成败。现代搓齿刀具已经发展成一门精密艺术。
刀具材料的选择同样充满学问。高速钢(如M42)是目前的主流选择,通过TiN涂层处理后硬度可达HRC68-72。而对于难加工材料,整体硬质合金刀具成为新宠,虽然成本是高速钢的5倍,但使用寿命可达10万件以上。日本OSG公司的搓齿板甚至创造过加工6.5万件工件无故障的记录,而普通刀具通常只能达到2.5万件。

刀具的齿形设计更是精密到微米级。以模数1的齿轮为例,齿形误差需控制在0.02mm以内,相当于头发丝直径的三分之一。为了达到这个精度,刀具制造商采用五轴联动磨削中心,配合激光干涉仪进行在线检测,确保每一个齿形都完美符合理论曲线。
无处不在的应用:
搓齿加工就像一位多面手,在现代制造业中无处不在。走进任何一家汽车工厂,你都会发现它的身影——变速箱中的同步器齿套、传动轴花键、电驱桥齿轮,这些关键部件大多出自搓齿工艺。2025年数据显示,仅新能源汽车领域就贡献了搓齿机需求的60%,每万辆新能源汽车需要配套0.8台中高端搓齿机。
在工程机械领域,搓齿加工同样不可或缺。挖掘机变速箱中的齿轮需要承受巨大扭矩,通过搓齿工艺加工后,齿面硬度可达HRC60以上,耐磨性比切削加工提高50%。某工程机械巨头的测试显示,采用搓齿工艺的齿轮箱使用寿命从5000小时延长到8000小时,相当于减少了40%的维护成本。
航空航天领域对精度的要求更高。C919飞机发动机的传动齿轮采用五轴联动搓齿机加工,齿形精度达到DIN 5级,相当于在直径100mm的齿轮上,所有齿的位置误差不超过3微米。这种精度确保了发动机在万米高空的稳定运行。
甚至我们日常生活中的家电产品也离不开搓齿技术。洗衣机离合器中的行星齿轮、空调压缩机的偏心齿轮,这些看似普通的零件,正是通过搓齿工艺实现了低成本、高精度的批量生产。某家电企业的测算显示,采用搓齿工艺后,齿轮加工成本降低15%,生产效率提升3倍。
优缺点博弈:搓齿加工的"甜蜜烦恼"
就像任何技术一样,搓齿加工也有它的"性格特点"。它的优点非常突出:
效率惊人是搓齿最显著的优势。加工一个模数1、齿数40的齿轮,传统滚齿需要400-700秒,而搓齿只需8-15秒,效率提升40倍以上。某汽车零部件企业采用全自动搓齿生产线后,单日产能从300件提升到2000件,相当于一条产线替代了6条传统生产线。在汽车变速箱齿轮的批量生产中,这种效率优势尤为明显。
材料利用率是搓齿的另一大亮点。传统切削加工会产生15-20%的切屑,而搓齿几乎是无屑加工,材料节约率达8-15%。按每吨钢材8000元计算,一家年产100万件齿轮的企业,采用搓齿工艺每年可节省材料成本约640万元。在航空航天领域的钛合金齿轮加工中,这种材料节约效益更为显著——某航空发动机企业生产Ti-6Al-4V合金齿轮时,通过搓齿工艺使价值昂贵的钛合金材料利用率从65%提升至92%,单件成本降低近万元。

力学性能的提升同样不可忽视。冷作硬化使齿面硬度提高20-30%,齿轮的承载能力比切削件提高40%以上。在汽车变速箱台架试验中,搓齿齿轮的疲劳寿命达到120万公里,而切削齿轮仅为80万公里。
但搓齿加工也有它的"烦恼":
柔性不足是一大局限。更换不同规格的齿轮需要更换搓齿板,一套复杂模具的成本约10-15万元,且更换时间需2-4小时。这使得搓齿更适合大批量生产,难以应对多品种小批量的需求。在需要快速响应市场变化的新能源汽车试制阶段,这个缺点尤为突出——某新势力车企开发新款减速器时,因无法快速切换生产三种试验用齿轮型号,不得不临时改用传统滚齿工艺,导致研发周期延长2个月。
工艺局限也很明显。目前搓齿加工的齿轮模数通常限制在0.5-8mm,直径不超过300mm。对于大型齿轮或硬度超过HRC40的材料,搓齿就显得"力不从心"了。这使得它无法应用于大型风电齿轮加工——3MW以上风电主机的行星齿轮直径通常超过500mm,模数达12mm,只能采用传统滚齿或磨齿工艺加工。
智能时代:搓齿技术的未来图景
随着工业4.0的深入,搓齿加工正在向智能化方向快速演进。2025年的智能搓齿机已经配备了"数字孪生"系统,通过实时采集加工数据,在虚拟空间中模拟整个成形过程。某企业应用这项技术后,试切次数从平均15次减少到3次,新产品开发周期缩短70%。
在线检测技术的应用让质量控制更精准。激光测头能在加工过程中实时测量齿形误差,并通过AI算法自动补偿模具位置,使加工精度稳定在DIN 6级以上。南京某机床厂开发的智能搓齿机,甚至能预测刀具磨损趋势,提前1000件工件发出更换预警。
绿色制造是搓齿技术的另一大发展方向。干式搓齿技术通过特殊涂层刀具和微量润滑,完全取消切削液使用,每年可减少废液排放50吨/台。不二越公司2025年推出的"空气剃齿系统",刀具寿命达到传统湿式加工的5倍,同时实现加工过程零排放。
最令人期待的是复合加工的突破。未来的搓齿机不仅能加工齿形,还能完成车削、钻孔等工序,实现"一次装夹,全部成形"。德国PITTLER公司的最新机型已经能在一台设备上完成齿轮的粗搓、精搓和倒角,生产效率再提升40%。
不同材料搓齿加工的注意事项
搓齿加工作为一种高效的塑性成形工艺,其加工效果高度依赖材料特性与工艺参数的匹配。不同材料因硬度、塑性、导热性等差异,需要针对性调整加工策略。以下是五种典型材料的搓齿加工技术规范,所有参数均符合刀具精度等级标准要求。
一、低碳钢 & 普通碳钢(如AISI 1008, 1010, 1018, 1022)
这是搓齿加工中最理想、最常用的材料家族。
:强度适中,塑性好,金属流动性极佳。
软化退火:如果来料是冷拔料,硬度较高,可能需要进行球化退火 以降低硬度、提高塑性,确保加工质量并保护刀具。
:使用常规的搓齿油或高性能极压润滑油即可获得良好效果。
加工口诀:“低碳钢,好搭档;控含碳,保流畅。”
二、中高碳钢 & 合金钢(如AISI 1045, 4140, 4340)
这类材料强度高,加工难度大,通常用于制造需要高强度的齿轮和轴类零件。
:强度高,屈服极限高,塑性较差,需要更大的成形力。
高搓齿力:需要选用吨位更大、刚性更好的搓齿机。
刀具挑战:对搓齿板的耐磨性和抗崩刃性要求极高。推荐使用粉末冶金高速钢或优质硬质合金材质的搓齿板。
强效润滑:必须使用高极压添加剂的专用搓齿油,以承受极高的接触压力,防止齿面拉伤和粘焊。
️ 加工口诀:“中高碳,力要强;先退火,油要抗。”
三、不锈钢(如303, 304, 416, 430)
不锈钢是搓齿加工中的“硬骨头”,需要特别小心。
材料特性:
奥氏体不锈钢(如304):韧性极高,加工硬化倾向极其严重,成形力大。
马氏体不锈钢(如410, 420):强度高,通常需退火后加工。
易切削不锈钢(如303):添加了硫或硒,改善了切削性,是搓齿的首选。
首选303不锈钢:如果设计允许,优先选择303。其硫含量显著改善了成形性,并降低了加工硬化。
极力避免304:尽量避免使用304。如果必须使用,需要:
确保材料处于充分退火状态。
使用威力极其强大的润滑剂(通常是含氯或硫的极压添加剂)。
适当降低进给速度,减少单次变形量,以减轻加工硬化。
刀具寿命:加工不锈钢时,搓齿板磨损会非常快,需做好刀具寿命管理和成本预算。
️ 加工口诀:“不锈钢,选303;304要避开,润滑是王牌。”
四、有色金属(铜及铜合金、铝及铝合金)
这类材料通常较软,流动性好,但有其独特的挑战。
铜/黄铜:塑性好,流动性佳,但容易产生“粘刀”现象。
铝:非常软,流动性好,但强度和硬度低,易划伤。
表面保护:铝和铜材质较软,极易在搓齿过程中被划伤。必须保证搓齿板齿面的光洁度,并确保润滑充足,防止切屑或杂质划伤工件表面。
较低的搓齿力:由于材料软,所需搓齿力远低于钢材。
加工口诀:“铜铝软,防划伤;板要光,油要爽。”
五、粉末冶金材料
这是一种特殊的材料,由金属粉末压制烧结而成。
:内部存在孔隙,密度低于实体材料。
高密度要求:用于搓齿的粉末冶金坯料需要具有较高的密度(通常>7.2 g/cm³),以确保足够的强度和连续性来承受塑性变形而不破裂。
谨慎控制变形量:过大的变形量可能导致材料从多孔处开裂。
润滑:粉末冶金材料本身可能含油,但外部润滑依然必要,需选择合适的润滑剂以避免与材料内含油发生不良反应。