1、木质材料砂带磨削的若干问题李晓旭S陈永光2,李黎3Li Xiao-xu , Chen Yong-guang , Li Li(1 .国家林业局北京林业机械研究所,北京 100029 ; 2 .中国林科院林业新技术研究所,北京 100091 ;3 北京林业大学材料科学与技术学院,木材科学与工程北京市重点实验室,北京100085)摘要:较为详细地介绍了砂带磨削的基本原理及其工艺特点,并分析 了木质材料砂带磨削中的几个技术问题,指出了木质材料砂带磨削的发展方向。Abstract : Abrasive belt sanding is considered as one kind of high-effi
2、cie nt,econo mic and security tech no logy, it is more andmore important in the wood-based panel processing. This articleintroducesthe basic principleand the characteristic of theabrasive belt sanding , and an alyses the tech no logical factors on wood-based panel which is mach ined by abrasive belt
3、 sanding,and fin ally proposes the develop ing tre nd of wood-based panel abrasive belt sanding tech no logy关键词:砂带磨削;木材;人造板Keyword : abrasive belt sanding ; wood ; wood-based panel砂带磨削作为木材制品的后序精加工过程,在木材加工中扮演着重要 的角色。砂光质量的好坏直接关系着木制品最后的质量,影响着木制品 的销售价值。所以提高砂光质量在木制品加工中极为重要。1砂带磨削的机理及特征1.1砂带磨削定义砂带磨削是根据工件形状
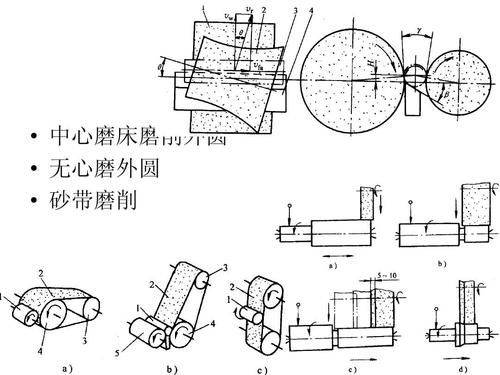
4、,用相应的接触方式及高速运动的砂带对 工件表面进行磨削和抛光的一种工艺。砂带磨削是一种软接触型冷磨削 工艺。美国制造工程学会(SME)认为砂带磨削是一种应用广泛、高精度、 高效率、低成本的机械加工技术。1.2砂带磨削的基本类型和特征按基本结构形式,砂带磨削可以分为闭式磨削和开式磨削两类。开 式磨削多用于精密加工和超精密加工,砂带的使用周期长,可以节省换带的时间;闭式磨削在高效强力磨削和精密磨削两方面都有广泛应用, 是砂带磨削的主流。在这两类磨削中又可分为接触辊、 压垫和自由式磨 削三种形式。实际应用中,上述三种磨削形式并非孤立地被采用,而是 结合具体加工情况设计多种磨削形式,复合在一台设备上,
5、发挥砂带磨削的多重作用。砂带是将磨料粘附在纸或布等基体上加工而成的磨具。由于基体是弹性材料,因此无论砂带如何张紧,使用大直径的钢制接触辊,砂带磨 削都是一种弹性磨削,其特征是实际磨削除量小于理论设定值。砂带磨削不是靠提高速度和压力,而是靠提高砂带带面垂直载荷,即砂带张力来提高磨削效率的,所以砂带磨削是一种冷态磨削,磨削过程发热量小。i砂带是单一粒度磨粒组成的磨具, 直径相同的基本磨粒集中,切削效率 高,同一粒度粗糙度一致,也是由于此特征,实际应用中一条砂带是不 能完成从粗磨到精磨的所有任务, 只有通过不同粒度砂带的组合, 才能 逐步降低被磨工件的粗糙度,这就需要进行多道砂光。这就是为什么工程实
6、践中要使用多砂架砂光机的答案。1.3砂带磨削机理砂带磨削的切屑形成过程有挤压、滑擦、耕犁和切削四个阶段。挤 压阶段主要是磨料挤进工件表面; 滑擦阶段磨粒只与工件摩擦,工件表 面材料产生了弹性和塑性变形;随着工件进给、切削层厚度增加,磨粒的干涉增大,磨粒在工件表面上犁出“刻线”,称为“耕犁”,此时 工件材料产生塑性流动,材料产生一个挤压式的运动而从磨粒下方向前 和两侧挤出,同时切除少量材料。在一定压力的作用下,当有足够的干 涉发生,并伴随一定的切削温度升高时,磨粒才开始真正的“切削”, 此时在滑动磨粒的前方被切削材料产生断裂而形成切屑,有相当快的切除率。2砂带磨削若干技术问题分析2.1砂带张紧力
7、从理论上分析,砂带张得越紧,磨削力越大,而不是压力越大,磨 削力越大。相反增大压力,磨削去除率反而减小。因此,为适应高效、重载荷、高精度的磨削需求,必须要提高砂带的性能和质量,特别是基 体的性能,以承受足够大的砂带张紧力。砂带磨削时,平行于工件进给方向的磨削力主要来自于砂带驱动辊的驱动力。该驱动力取决于砂带与驱动辊的包角和砂带与驱动辊之间的摩擦性质,因此最忌讳砂带与驱动辊之间的相对滑动。当砂带与驱动辊之间出现滑动,由于摩擦温度急剧升高,可能使砂带失去应有的功效。当砂带与驱动辊之间的包角附着力小于砂带与工件之间的摩擦力时,砂带就会产生瞬间滑动,此点被称为临界点。临界点位置因滑动摩擦产生 局部高温
8、,当温度高于120138 C时,带基体中的固着水会迅速蒸发, 使砂带基体弹性、韧性下降;过了临界点后,砂带与驱动辊之间的包角 附着力大于砂带与工件之间的摩擦力,砂带与驱动辊同步,工件对砂带产生瞬间冲击力,失水变脆部分的砂带基体的抗拉强度小于冲击力,砂 带发生瞬间横向断裂,即通常所说的爆带。因此砂带磨削时,砂带必须 被最大限度地张紧。如果砂光机新砂带空运转没有异常,磨削时发生打 折、爆带等现象,最大的可能是因为张紧不足和张紧力不稳。2.2磨削压力、磨削速度与砂带寿命砂带磨削压力一定要适度,才能获得最高的磨削效率和最佳的表面 质量。所谓适度就是不能让砂带裸露磨粒的全部高度压人工件,这样会 使砂带失

9、去容屑空间,即便磨粒没有变钝沙带也会因为磨粒之间的空隙 被阻塞,砂带与工件表面剧烈摩擦发热而失去磨削能力。因此,期望加 大磨削压力来提高磨削用量和表面质量的做法可能会适得其反。适度的磨削压力,能使砂带保持稳定的切除率。磨削速度有两层含义:一是磨削砂带运行的线速度(常用单位m/ s);另一个是工件进给速度(常用单位m /min.),木材磨削时,随着砂 带速度的增加,因为单位时间内参加切削的磨粒数多,所以木材表面上的刻痕数多,则相邻刻痕之间的残留面积减小, 表面粗糙度会降低。 但 是,砂带速度的提高应控制在一定的范围内,以避免由于砂带速度提高引起磨削温度的急剧升高而使木材工件烧伤。工件的进给速度越
10、大,单位时间内参与磨削的磨粒数越少,加工表面刻痕数减少,残留面积加大, 表面越粗糙。图1磨削时间与磨削效率、磨削表面粗糙度的关系砂带寿命是指新砂带投入使用到砂带完全失效所经历的时间或磨 削工件的累积长度。砂带寿命的半衰期是指与工件接触的单位面积的砂 带上,磨削效率下降到初始效率50 %时磨削工件的累积长度或砂带的使 用时间。在半衰期内砂带保持稳定的去除率,这段时期是砂带磨削的黄金期,直到磨粒被磨平不再产生新的自锐为止,砂带到达其寿命终点。 在此期间不需对磨削过程做出调整,如果调整,应根据磨粒磨耗状况、 磨削能力的衰减,适当降低工件的进给速度,以减少单位时间的去除量, 而不是加大磨削压力来增加磨
11、削单位时间砂带的去除量。如果因为磨削能力衰减而加大磨削压力,只能加速衰减,使砂带提前报废。试验结果 表明,用粒度为100#砂带磨削桦木时,磨削压力O.OOIMPa,磨削速 度10m /s,砂带的使用寿命约为7000-8000延长米。磨削加工时要求 砂带的使用寿命越长越好,根据加工条件确定砂带的使用寿命是相当复 杂的。磨削效率和磨削加工表面粗糙度都可以作为砂带寿命的判断基 准。随着磨削时间的增加,磨削效率降低,而磨削表面粗糙度逐渐减小。 究竟把哪一个时刻作为砂带的寿命终点,将磨削效率或将磨削表面粗糙 度作为判断基准时,其结果是不同的。目前大多数情况下还是根据经验 来进行判断,普遍适应的判断基准目
12、前还没有确立。工程实践中当磨粒 被磨平,自锐能力下降,砂带去除率随之下降,此时需要相应地降低进 给速度,当工件的进给速度低于经济运行速度后,生产效率降低,必 须更换砂带,以取得良好的综合效益。2.3磨削效率砂带磨削效率分为广义效率和狭义效率。从广义上来讲,由于砂带表面磨粒分布均匀、等高性好、尖刃外露、切刃锋利,砂带工作时,每 个磨粒相当一把小铣刀,切下的磨屑在显微镜下观察也是片状,而且参 加切削的磨粒数比刨刀和铣刀的刀刃数多得多。以粒度60#的砂带为例,在宽度为1240mm,接触带长度100mm的砂带上,其表面共有约 60万颗磨粒参与切削。如果砂带运行速度为10m / s,即每分钟有3.6亿个
13、细微切屑的切除能力,很显然砂带磨削比刨削、铣削切除率大很多。狭义的磨削效率是指砂带单位时间内去除被磨材料的质量和体积。 影响砂带磨削效率的主要因素有砂带粒度、磨削压力、进给速度和磨削 延续的时间。砂带粒度越小,磨削效率越高,如40#砂带的磨削效率高于180#砂带。磨削压力和进给速度的影响在前文已有分析。磨削延 续时间越长,砂带的去除效率越低,新砂带的磨削效率高于使用过的砂 带。用同样粒度的砂带磨削时,磨削压力、进给速度恒定,可以获得恒 定的去除量,但实际去除量要小于设定的去除量(被磨工件厚度与定厚 砂带外缘到工作台距离的差值 二设定的去除量)。以北美磨料标准的40# 砂带为例,双面定厚砂光,进
14、板速度为10m / min,设定去除量1.5 mm , 实测去除量1.27mm,因为砂带弹性磨削特性,决定了实际切除值要小 于理论值。同样粒度的砂带,磨削压力不变,单位时间内的去除率基本 恒定,当进给速度提高一倍,单位面积上的去除量减少接近一倍。如上 述实例,设定去除值1.5mm ,进给速度提高到20m /min,则实测去除 量为 0.67mm。了解上述砂带磨削的基本原理,在实际工作中非常有用,例如磨削时如果主电机电流或电压明显上升或下降,就必须要调整进给的速度, 而不是调整各砂架的砂光去除厚度。2.4砂带粒度砂带用的磨料,是专用磨料,为 P制系列磨粒砂。P制系列磨粒砂 按长轴方向的直径微米尺
15、寸大小排序列号。粒度实质上是单位长度上筛 孔的数量,筛孔数量多,粒度值大,则磨粒尺寸越小,相对应的砂带越 细。筛孔数量少,粒度值小,磨粒尺寸越大,相对应的砂带越粗。粒度 越小,砂带去除率越高,粒度越大,砂带去除率越低。认识砂带粒度还有一个重要的环节,即每种粒基本粒的含量,通俗地讲就是每种粒度磨粒中个头同样大小磨料的百分比。基本粒的含量越高,砂带表面等高性越好,接触面上同时参与磨削的磨粒数量越多,去 除力越强,耐用度越高,表面粗糙度一致性越好。国际磨料粒度分等存 在3个标准体系,即众所周知的 CAMI、FEPA和J1S标准。CAMI(被覆 磨料生产商协会)创始于北美,FEPA (欧洲磨料生产商联
16、合会)起源于欧 洲,JIS日本工业标准。这些分等标准体系彼此之间略有差异,一个标准体系的某一个数值,相对于其他标准而言,经常是不对应的。在粗砂 方面,三个标准体系则相当接近。而细砂方面,差异较大,如FEPA标准1200目只相当于CAMI标准600目。与C AMI相比较,JIS则更接近 于FEPA,但是也有一定差别。FEPA标准中,产品用“P”作为标识,例如:P-120,美洲的CAMI标准产品没有标识,日本产品一般采用JIS 标准。2.5磨削力和磨削功率木材磨削时,接触辊或压垫以一定的压力将砂带压在工件表面,驱 动辊带动砂带旋转,砂带上的磨粒对工件进行磨削,砂带与工件接触磨 削段是弧面或平面,接
17、触面上产生综合磨削力,综合磨削力被分解成与 工件进给方向平行的水平磨削力,简称磨削力;与工件进给方向垂直的拉力或压力,简称法向力。试验研究结果表明,磨削参数对木质材料磨削力有显著影响:随着 磨削厚度、进给速度的增加,磨削力增大。法向力和磨削力按一定的比 例关系成对出现。磨削水曲柳和落叶松材时,磨削力与法向力的比值分 别为2.2和2.3。实木磨削时法向力约为磨削力的 40-45 %;中密度纤维 板磨削时法向力约为磨削力的70-75 %;实木磨削时磨削力与进给速度 基本呈线性变化;磨削中密度纤维板、刨花板时的磨削力与进给速度呈 现非线性变化,即进给速度过低和过高均会引起磨削力和动力消耗的增 加。达
18、到某个进给速度时磨削力出现临界值,此时磨削力最小,磨削工 件表面发热明显,表面粗糙度增大。进给速度超过此临界值后,随进给速度增加磨削力继续增大。磨削力和法向力是木质材料磨削加工中一个 重要的物理参数,对磨削动力消耗,磨削质量和加工过程的稳定性有显 著影响,是宽带砂光机设计和磨削过程参数确定的依据。图2磨削力与法向力示意图磨削力是工件进给的阻力,法向力是砂带对工件施加的压力或拉 力。砂带磨削时工件受到的垂直板面的正压力是辊、垫通过砂带对工件 施加的压力和磨削法向力的合力。 实际磨削加工中,工件必须受到适量 正压力的作用才能被输送带牵引进给。分析磨削过程中工件的受力,当工件处于受力平衡状态,作用在
19、工 件上的力可以被分解成两部分:(1)正压力垂直作用于进料输送带上的工 件,其中包括压紧辊施加的压紧力、磨削压力、法向力和工件自身的重 力;(2)磨削力或水平方向上的切向力, 是不利于工件进给的阻力, 与工 件进给方向相反。工件与进料带之间的摩擦力是牵引工件进给的牵引 力。在工件与进料带之间的摩擦力处于某一临界值时,所有的力处于平衡状态:支撑力与正压力平衡;切向力与进给带的牵引力平衡。为了工件顺利进给,牵引力必须要大于进给阻力。 为了保证水平进 给力足够大,正压力也必须保持在一定的范围内。 为了保证工件在任何 情况下都可以顺利地向前进给,避免发生工件反弹,必须给工件施加足 够大的正压力。但正压
20、力过大会加大磨削量,同时也加大了工件水平方向上的进给阻力。另一个增大进给牵引力的途径是加大工件与进给输送 带之间的摩擦系数,即改善进给输送带材料的性质、结构、表面形状特 性、接触性能和增加真空吸附装置等。进给牵引力不足是宽带砂光机经 常出现的现象,其直接的后果是工件的进给速度低于输送带的进给速 度,造成工件停顿,板面烧焦,甚至发生工件反弹,危及安全。表1被磨削工件与橡胶进给输送带之间的摩擦系数工件材质静态摩擦系数动态摩擦系数松木1.290.81榉木1.160.75中密度纤维板1.020.802.6磨削用量的合理分配在木质材料砂光过程中,三砂架砂光机的第一个砂架用于完成主要 磨削去除量,随后的砂
21、架用于磨去前道粗磨留下的划痕。用户常常希望 第二、三个砂架能与第一个砂架完成一样多的磨削去除量,但这样超负荷运行,结果会使后道较细的磨粒很快地因堵塞而失去磨削能力,从而使砂带磨耗过快,并产生划痕、烧焦等磨削缺陷。第二个和第三个砂架切勿超负荷运转,应使用较低的电流强度达到合理的磨削去除量,以减少砂带的磨损。砂架的电流强度是用来监控其 工作负荷的最好的指标之一。在宽带砂光机上,第二、三组砂架的电流 应比第一对砂架设定得低。假定相同规格的电机和同样的电流强度,采 用细磨粒磨削要比粗磨粒费力。因此建议操作人员应使用千分尺和卡尺 测量每个砂架的砂光用量。在木质材料砂光时砂带粒度只能跨越 1个等级,跨越2
22、个等级,磨 料消耗量要上升,跨越3个等级消耗量会极度上升。 跨过1个等级,可 以有效除去工件上的划痕,并且砂带无需过度工作,也就是说,砂光机 三个砂架既可以按40、80、120目为序装砂带,也可以按 100、150、 180目为序装砂带。如果按80、100、180目的顺序是不可取的,因为 在100-180目之间跨过了 120目和150目2个等级,而180目的磨 粒不能去除100目磨粒留下的划痕。在磨料粒度必须要跨越2个粒度等级时,只能是粗砂,对最终工件 表面的修饰要求不高。因为使用粗磨料时,除去前一砂架产生的划痕, 而又没有超负荷运转是可能的。在人造板加工过程中使用粗粒度砂带, 允许接下来的两
23、个砂架除去前道留下的划痕。如60、100、180目的砂光工序,60目和100目之间跨越了 80 目, 60目的划痕100目可以消 除,但100目和180目之间跨越120目和150目2个粒度等级,180 目的磨粒除去100目的划痕会很困难。设定砂光工序,应该从希望达到的修饰效果考虑,同时要兼顾磨削用量的多少。如要达到 150目的修饰效果,150目就是最终的砂架上 的磨料粒度,从150目粒度的磨料开始,选择前几个磨料等级。150目向前跨越1个粒度等级是100目,那么100目以前粗的砂带如何选 择,则由板材的磨削余量来决定。这就意味着可以在60(跳过80目)、50、40、36目之间进行选择,如果在1
24、00目之前只能选择一个粗粒度 砂带的话,其原则就是你选择粗粒度的砂带要保证能够去除85 %磨削余量,否则100目和150目消耗量大,且不能保证板面效果。在6个或8个砂光头的砂光线上,最后一组砂光头应该仅仅用来精 砂和抛光板材表面,通常单面磨削用量不超过0.020.03mm,常用 150目或180目的砂带。在粗砂去掉 80 % -85 %磨削余量后,可以使 用粒度为120目或180目的纸基砂带进行精砂。用纸基砂带精砂所取 得的板材表面质量要远远好于用布基或复合基(纸/布)砂带,因为纸基 具有较好的柔韧性,而且纸砂带的接缝比较平整,砂带的成本要比布基 或复合基的成本低40 %。3木质材料砂带磨削的

25、发展趋势砂带磨削起源于13世纪,当时人们就已经使用砂纸磨削和抛光金 属或石料等。在18901910年间,进入机械磨削时代。二战期间,美 国首先在兵器制造业中应用砂带磨削金属材料,收到了显著的加工效 果。后来,欧、美、日等发达工业国家相继开展砂带磨削技术研究,逐渐使砂带磨削发展成为一个独立、自成体系的加工领域,目前,砂带磨 削以其独具的加工特点被视为是一种很重要的加工方法。3.1砂带性能不断完善开发新磨料,改善磨粒的结构形态、砂带性能和质量,提高使用寿 命是砂带磨削发展的新趋势。目前,国产砂带寿命一般在58h左右,木质材料磨削约50007000延长米,而发达国家的砂带的寿命可达到 812h。提高
26、砂带寿命是砂带生产厂家首先应解决的难题。另外砂带生产厂家应加快开发金刚石、陶瓷、氧化锆等磨料的砂带,并开发研制磨 料粒度小,微粉级磨料的砂带。国外新砂带的研制水平明显领先于国内, 如德国开发并获得多国专利的空心球复合磨粒;日本的软木砂带及多层涂附磨粒砂带;美国的新型陶瓷刚玉磨粒砂带等都具有特殊的优越性。 同时国外正致力于混合磨粒砂带、 不同粒度磨料混合的砂带、 材质和粒度不同磨料混合的砂带等的研制3.2砂带磨削理论的不断完善砂带磨削在木质材料加工及其他行业中得到了广泛的应用。目前砂带磨削的基础理论研究明显不足,砂带磨削热、磨削力的理论模型、磨 削力分析、计算方法的研究还处于起步阶段;砂带磨削时
27、工件与磨具的接触模型、砂带表面的形貌、磨削过程参数对表面质量、动力消耗、磨 削效率的影响、磨削过程参数设定的理论依据等方面的研究几乎没有, 还不能指导工程实践。因为没有磨削力理论模型和计算方法,宽带砂光机的动力配置只能采用类比的方法,但配置是否合理还无法精确验证。3.3砂带磨削与先进生产技术的复合砂带磨削技术正与特种加工方法和现代控制监测技术紧密结合,如自适应控制、CNC控制及误差补偿、PC控制等。砂带磨削将向全自动、 万能性方向发展,可自动上下料,一机多能,磨削过程的全方位监控和 自动适应,如压力的自动调整,过载的保护和调节。用砂带磨削、抛光、 去毛刺一次通过完成加工,接触压力、速度、磨损补
28、偿可实现CMM /CAD /CAM的编程,并可并入计算机集成制造 (CIM)系统。国内砂带 磨削正朝着超精密方向发展, 如超声砂带磨削技术,该技术是将超声振 动与开式砂带磨削复合的新工艺, 应用此技术、用日本的氧化锆磨料聚 酯砂带可以对计算机硬盘进行研抛加工。3.4大尺寸、高效率、强力砂带磨削砂带磨削机床功率不断增大,单砂架动力 200kW以上的宽带砂光 机已经出现。砂带磨削速度也在不断提高,正常砂带磨削速度2050m/s,目前正在向100m /s高速砂带磨削的方向发展。砂带的磨削宽度 也不断加大,木质材料磨削最大磨削宽度已达 2.5m,提高了加工效率, 但是接触辊和压垫刚度如何保证还需要理论
29、和工程技术的改进。3.5砂带磨削精度不断提高近年来国外的砂带磨削已用于精密、 超精密加工,精度已达微米级, 表面粗糙度已达到 Ra(0.0009-0.25) 阿。国内由于基础工业落后于国 外,所以加工精度明显落后于国外。另外由于砂带磨削为弹性加工,磨 削精度控制相当不易,因此对磨削深度的微量控制问题的解决是提高砂 带磨削精度的先决条件。参考文献:1 王新中.人造板砂光技术基础知识讲座(1) J 林产工业,2005 , 32(4)46-482 王新中.人造板砂光技术基础知识讲座(2) J.林产工业,2005 , 32(6)45-473 李黎,蒙景军.被磨削工件进给力分析与安全防护措施(一)J.木
30、材工业.2000 ,14(4)36-37.4 李黎,蒙景军.被磨削工件进给力分析与安全防护措施(二)J.木材工业,2000 ,14(5):35-36 . 刘博,李黎,杨永福.木材与中密度纤维板的磨削力研究J.北京林业大学学报,2009 ,l3(S1) : 197-201 . 李浩东,李黎.磨削木竹材表面粗糙度对胶合强度的影响J.木材加工机械,2009 ,20(1)4-8 .7 李黎.木材切削原理与刀具M.北京:中国林业出版社, 2005 , 8.8 李黎,杨永福.家具与木工机械M.北京:中国林业出版社,2002 , 8 .9 方强.砂带磨削技术的发展及其关键技术J.广西工学院学报,1997 ,
31、 8(4) : 63-67 .10- 黄云,黄智.砂带磨削技术产业化进程的战略J.精密制造与自动化,2005 ,7-9.11王恺,吴双.中国木材工业用砂带的现状与展望J.林业科技通讯,1994,(10) : 10-l112 梅德庆,傅建中,陈子辰.砂带磨削技术及其发展趋势J.机电工程,1998 , (2):57-58 .13 谢国如砂带磨削及其应用研究J 精密制造与自动化,2004,:14 16 .14 蒋晓鸣.砂带磨削技术与砂带磨床J.安徽机电学院学报,1995 , (2)62 66 .作者简介:李晓旭(1967-),男,工程师基金项目:中国林科院林业新技术所基本科研业务费专项基金(Special Fund forFun dame ntalResearch)双轴环式拌胶机结构参数研究”资助,项目编号:CAFINT2007C18 。14