1、 一一、砂轮、砂轮:由磨料加结合剂用烧结的方法由磨料加结合剂用烧结的方法 而制成的多孔物体。而制成的多孔物体。 1.磨料磨料:起切削作用,起切削作用, 2.结合剂结合剂:把磨料结合起来,使之具有一定把磨料结合起来,使之具有一定 的形状、硬度和强度。的形状、硬度和强度。 3.气孔气孔:结合剂没有填满磨料之间的全部空结合剂没有填满磨料之间的全部空 间,因而有气孔存在。间,因而有气孔存在。 5.1 砂砂 轮轮 二二、砂轮的、砂轮的基本参数基本参数 磨料的种类、磨料颗粒大小、结合剂的种类、磨料的种类、磨料颗粒大小、结合剂的种类、 砂轮硬度及组成砂轮硬度及组成 三、三、砂轮的特性砂轮的特性 磨料、粒度、
2、硬度、结合剂、组织以及形状和磨料、粒度、硬度、结合剂、组织以及形状和 尺寸等尺寸等 一般含杂质多,质地不匀;天一般含杂质多,质地不匀;天 然金刚石虽好,但价格昂贵。然金刚石虽好,但价格昂贵。 目前主要采用人目前主要采用人 造磨料。造磨料。 氧化物系氧化物系:主要成分为主要成分为Al2O3 碳化物系碳化物系:以碳化硅、碳化硼为基体,以碳化硅、碳化硼为基体, 添加的金属元素添加的金属元素 超硬磨料系超硬磨料系:主要有人造金刚石主要有人造金刚石 和立方氮化硼。和立方氮化硼。 表表5-1砂轮特性及用途选择砂轮特性及用途选择1 1磨料磨料 5.1.2 粒度粒度 表示磨料颗粒的大小表示磨料颗粒的大小 1一
3、般磨粒一般磨粒 粒度号粒度号-磨粒刚好可通过的筛网每磨粒刚好可通过的筛网每 英寸长度上(英寸长度上(25.4mm)上的孔眼)上的孔眼 数。单位称为数。单位称为“目目”。 粒度号越大,磨粒的实际尺寸越小粒度号越大,磨粒的实际尺寸越小 表表5-1 砂轮特性及用途选择砂轮特性及用途选择2 2粒度粒度 5.1.3 结合剂结合剂把磨粒固结成磨具的材料把磨粒固结成磨具的材料 耐热、耐蚀、耐潮、气孔率大、保持廓形好,最耐热、耐蚀、耐潮、气孔率大、保持廓形好,最 常用常用 。但其性脆,韧性及弹性较差,不能承受。但其性脆,韧性及弹性较差,不能承受 侧面弯扭力,有宜用于切断砂轮。侧面弯扭力,有宜用于切断砂轮。 强
4、度高、弹性好,很适用于切断、开槽等高速磨强度高、弹性好,很适用于切断、开槽等高速磨 削。但其耐热性、耐蚀性差、气孔率小,易糊塞、削。但其耐热性、耐蚀性差、气孔率小,易糊塞、 磨损快、易失去廓形。磨损快、易失去廓形。 比树脂有更好的弹性和硬度,可制造比树脂有更好的弹性和硬度,可制造0.1mm的的 薄砂轮,使用于切断、开槽、无心磨的导轮。薄砂轮,使用于切断、开槽、无心磨的导轮。 抗张力强度高,型面保持性好,有一定韧性,但抗张力强度高,型面保持性好,有一定韧性,但 自锐性差,主要用于制造金刚石砂轮,粗、精磨自锐性差,主要用于制造金刚石砂轮,粗、精磨 硬质合金,以及磨削与切断光学玻璃、宝石、陶硬质合金
5、,以及磨削与切断光学玻璃、宝石、陶 瓷、半导体等材料。瓷、半导体等材料。 表表5-1 砂轮特性及用途选择砂轮特性及用途选择3 3结合剂结合剂 5.1.4 砂轮的硬度砂轮的硬度 磨粒与结合剂的粘固程度磨粒与结合剂的粘固程度 在磨削力的作用下,磨粒从砂轮表面脱落的难易程度。在磨削力的作用下,磨粒从砂轮表面脱落的难易程度。 砂轮硬,磨粒较难脱落;砂轮软,磨粒容易脱落。砂轮硬,磨粒较难脱落;砂轮软,磨粒容易脱落。 砂轮组织较疏松,工件材料较硬,砂轮与工件磨削接触面较大砂轮组织较疏松,工件材料较硬,砂轮与工件磨削接触面较大 ,砂轮气孔率较低时,需选用较软的砂轮。,砂轮气孔率较低时,需选用较软的砂轮。 半
6、精磨与粗磨相比,树脂与陶瓷相比,选用的砂轮硬度低些。半精磨与粗磨相比,树脂与陶瓷相比,选用的砂轮硬度低些。 表表5-1 砂轮特性及用途选择砂轮特性及用途选择4 4硬度硬度 5.1.5 砂轮的组织砂轮的组织 砂轮结构的紧密或疏松程度砂轮结构的紧密或疏松程度 用颗粒、结合剂和气孔三者体积的比例关系来表示用颗粒、结合剂和气孔三者体积的比例关系来表示 磨粒在砂轮体积中所占比例越大,砂轮的组织越紧密磨粒在砂轮体积中所占比例越大,砂轮的组织越紧密 ,气孔越小;反之,组织疏松,气孔越小;反之,组织疏松 紧密类砂轮,气孔率小,使砂轮变硬,容屑空间小,紧密类砂轮,气孔率小,使砂轮变硬,容屑空间小, 容易被磨屑堵
7、塞,磨削效率较低。但可承受较大的磨容易被磨屑堵塞,磨削效率较低。但可承受较大的磨 削压力,砂轮廓形可保持较久。削压力,砂轮廓形可保持较久。 一般组织,一般磨削一般组织,一般磨削 磨粒占的比例越小,气孔越大,砂轮越不易被切屑堵塞磨粒占的比例越小,气孔越大,砂轮越不易被切屑堵塞 ,切削液和空气也易进入磨削区,使磨削区温度降低,切削液和空气也易进入磨削区,使磨削区温度降低, 工件因发热而引起的变形和烧伤减小,但疏松类砂轮易工件因发热而引起的变形和烧伤减小,但疏松类砂轮易 失去正确廓形,降低成型表面的磨削精度,增大表面粗失去正确廓形,降低成型表面的磨削精度,增大表面粗 糙度。糙度。 表表5-1 砂轮特
8、性及用途选择砂轮特性及用途选择5 5砂轮的组织砂轮的组织 5.1.6 5.1.6 砂轮的形状、尺寸及用途砂轮的形状、尺寸及用途 为便于对砂轮管理和选用,通常将砂轮的形状、尺寸为便于对砂轮管理和选用,通常将砂轮的形状、尺寸 和特性标注在砂轮端面上和特性标注在砂轮端面上 外径外径厚度厚度内径内径 其顺序为:其顺序为: 形状、形状、尺寸尺寸、磨料、粒度号、硬度、组织号、结合剂、允许的最高、磨料、粒度号、硬度、组织号、结合剂、允许的最高 工作圆周线速度工作圆周线速度 如:砂轮如:砂轮P3003075WA60L6V35 表表5-2 常用砂轮的形状、代号及用途举例常用砂轮的形状、代号及用途举例 有效磨粒切
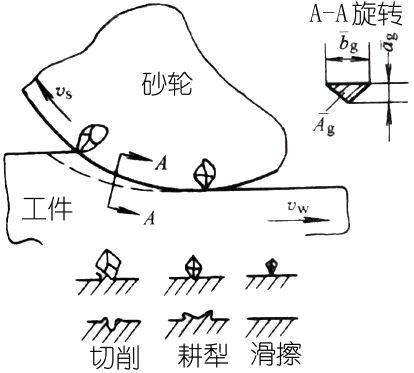
9、削刃有效磨粒切削刃 无效磨粒切削刃无效磨粒切削刃 有效磨粒切削刃有效磨粒切削刃 只为静态切削刃总只为静态切削刃总 数的数的5%; 一个磨粒可能有一个磨粒可能有 几个有效切削刃与几个有效切削刃与 工件接触,有工件接触,有60% 的有效切削刃分布的有效切削刃分布 在不同磨粒上面。在不同磨粒上面。 5.2 砂轮表面形貌图砂轮表面形貌图 图图5.3砂轮表面形貌图砂轮表面形貌图 5.3 磨削过程磨削过程 磨削也是一种切削磨削也是一种切削 砂轮可以看作是具有砂轮可以看作是具有 极多微小刀齿的铣刀极多微小刀齿的铣刀 砂轮本身虽有自锐性砂轮本身虽有自锐性 图图5.4磨粒切削过程磨粒切削过程 磨削时,工件
10、表面被砂轮滑擦、刻划以及砂轮表面比较磨削时,工件表面被砂轮滑擦、刻划以及砂轮表面比较 锋利且凸出的磨粒切削形成磨屑,其切削过程大致可分为三锋利且凸出的磨粒切削形成磨屑,其切削过程大致可分为三 个环节个环节 结论:砂轮的磨削过程,实际上就是切削、刻划结论:砂轮的磨削过程,实际上就是切削、刻划 和滑擦三种作用的综合。和滑擦三种作用的综合。 磨屑尺寸细小而形状各异。有带状切屑、节状切屑和一磨屑尺寸细小而形状各异。有带状切屑、节状切屑和一 些熔化后烧尽了的切屑灰烬,还有金属微尘等。些熔化后烧尽了的切屑灰烬,还有金属微尘等。 1)初磨阶段)初磨阶段 2)稳定阶段)稳定阶段 3)清磨阶段)清磨阶段 由于机
11、床、工件、夹具工艺系统的弹性变形,实际磨由于机床、工件、夹具工艺系统的弹性变形,实际磨 削深度小于径向进给量削深度小于径向进给量 当系统弹性变形达到一定程度后,继续进给时,其当系统弹性变形达到一定程度后,继续进给时,其 实际磨削深度基本上等于径向进给量。实际磨削深度基本上等于径向进给量。 由于工艺系统的弹性变形逐渐恢复,使实际磨削深由于工艺系统的弹性变形逐渐恢复,使实际磨削深 度大于零。度大于零。 要提高生产率,应缩短初磨阶段和稳定阶段。要提高要提高生产率,应缩短初磨阶段和稳定阶段。要提高 表面质量必须保持适当的清磨进给次数和清磨时间。表面质量必须保持适当的清磨进给次数和清磨时间。 图图5.6
12、 磨削过程的三个阶段磨削过程的三个阶段 表表5.3 不同机床控制切深机构的刻度值(不同机床控制切深机构的刻度值(mm) 使得磨粒能够以较锋利的刃口对工件进行切削。使得磨粒能够以较锋利的刃口对工件进行切削。 磨削时的切削力同车削一样,也可以分解为三个互磨削时的切削力同车削一样,也可以分解为三个互 相垂直的分力相垂直的分力 高的切削速度高的切削速度 负前角切削负前角切削 原因原因 1) 主运动主运动 砂轮的旋转运动是主运动,砂轮外圆的线速度即主运动速度砂轮的旋转运动是主运动,砂轮外圆的线速度即主运动速度 m/s (5.1) 式中式中 d0 砂轮直径(砂轮直径(mm);); n0砂轮转速(砂轮转速(
13、r/s)。)。 1000/ 00 ndv c 0 d0d 3) 轴向进给运动轴向进给运动 2) 径向进给运动径向进给运动 用径向进给量用径向进给量r表示。表示。 r指工作台每双(单)行程内工件相对于砂轮径指工作台每双(单)行程内工件相对于砂轮径 向移动的距离,单位为向移动的距离,单位为mm/dstr, 一般情况下,一般情况下, r =0.0050.02mm/dstr, 用轴向进给量用轴向进给量a表示。表示。 指工件每一转或工作台每一次行程,工件相对砂轮的指工件每一转或工作台每一次行程,工件相对砂轮的 轴向移动的距离。轴向移动的距离。 一般情况下一般情况下a =(0.20.8)B,B为砂轮宽度,
14、单位为为砂轮宽度,单位为 mm; a的单位,圆磨为的单位,圆磨为mm/r,平磨为,平磨为mm/str。 1) 磨削时金属切削率磨削时金属切削率 每秒钟金属切除量(亦称为切除率每秒钟金属切除量(亦称为切除率 ) arw ffvQ1000 每秒钟内砂轮每每秒钟内砂轮每1mm宽度所切除的金属量。则称为宽度所切除的金属量。则称为 单位砂轮宽度切除率,以单位砂轮宽度切除率,以ZQ表示表示 B ffv B Q Z arw Q 1000 mm3/smm (5.4) mm3/s (5.3) 2) 砂轮与工件加工表面的接触弧长砂轮与工件加工表面的接触弧长 影响同时参加磨削的磨粒数目及磨粒负荷影响同时参加磨削的磨
15、粒数目及磨粒负荷 影响磨屑的容纳和排除及冷却条件的改善影响磨屑的容纳和排除及冷却条件的改善 由推导可知平面磨削时的接触弧的长度为由推导可知平面磨削时的接触弧的长度为 mm (5.5) 0 dfl rc 3) 砂轮等效直径砂轮等效直径 接触弧长相等时外圆(或内圆)砂轮直径换算接触弧长相等时外圆(或内圆)砂轮直径换算 成假想的平面磨削时的砂轮直径。成假想的平面磨削时的砂轮直径。 意义:如果砂轮等效直径相同,则外圆(内圆)意义:如果砂轮等效直径相同,则外圆(内圆) 磨削和平面磨削时的接触弧长相等磨削和平面磨削时的接触弧长相等 外圆磨削时的砂轮等效直径为外圆磨削时的砂轮等效直径为 (5.6) 内圆磨削
16、时的砂轮等效直径为内圆磨削时的砂轮等效直径为 (5.7) )/( 00 ddddd wwse )/( 00 ddddd wwse scc vlt/ 表表5.4 5.4 几种磨削方式的等效直径和接触弧长几种磨削方式的等效直径和接触弧长 接触弧长以内圆磨削为最大,平面磨削次之,外圆接触弧长以内圆磨削为最大,平面磨削次之,外圆 磨削最小。磨削最小。 外圆磨削的砂轮耐用度最大,平面磨削次之,外内外圆磨削的砂轮耐用度最大,平面磨削次之,外内 圆磨削最小。圆磨削最小。 4) 单个磨粒的磨削厚度单个磨粒的磨削厚度 意义:磨削厚度大小对磨削力、磨削温度、磨削表面意义:磨削厚度大小对磨削力、磨削温度、磨削表面
17、质量和砂轮的磨损产生很大影响。质量和砂轮的磨损产生很大影响。 端面磨削时每个磨粒的最大切削厚度为端面磨削时每个磨粒的最大切削厚度为 (5.8) 式中式中m为砂轮每为砂轮每mm圆周长度上的磨粒数(圆周长度上的磨粒数(mm-1) 外圆磨削时每个磨粒的最大切削厚度为外圆磨削时每个磨粒的最大切削厚度为 (5.9) 式中式中为砂轮角速度为砂轮角速度 0max /)/2(dfBmfh rcawDg wcrcawDg dfdfBfh/)/2( 0max 工件速度工件速度vw,轴向进给量轴向进给量fa和径向进给量和径向进给量fr增加时,增加时, hDgmax将增加;砂轮速度将增加;砂轮速度vc、砂轮直径砂轮直
18、径d0和砂轮宽度和砂轮宽度B增增 大时,大时, hDgmax将减小;砂轮磨粒越细,将减小;砂轮磨粒越细,m就越大,就越大, hDgmax减小。减小。 单个磨粒的切削厚度加大时,作用在磨粒上的切削力单个磨粒的切削厚度加大时,作用在磨粒上的切削力 也增大,将影响砂轮磨损、磨削温度及被加工零件的表面也增大,将影响砂轮磨损、磨削温度及被加工零件的表面 质量。质量。 5.4 磨削力及功率磨削力及功率 图图5.7 磨削的受力情况磨削的受力情况 1 1 1 A F R 2 2 2 A F R 3 3 3 A F R 磨粒切削时,作用在磨粒上的力可以分解成两个分力即磨粒切削时,作用在磨粒上的力可以分解成两个分
19、力即 法向力法向力Fn和切向力和切向力Ft。并为结合剂桥上的结合力所平衡,。并为结合剂桥上的结合力所平衡, 如图如图5.7所示。所示。 磨粒所承受的合力磨粒所承受的合力FR与结合剂桥上抗力与结合剂桥上抗力FR的合力不的合力不 一定在同一平面内;因此,有可能产生力矩一定在同一平面内;因此,有可能产生力矩M,使磨粒脱,使磨粒脱 落;落; 磨粒本身受到剪力也可能崩裂。磨粒本身受到剪力也可能崩裂。 磨粒所受的应力决定于受力的强弱,它与切削截面磨粒所受的应力决定于受力的强弱,它与切削截面 积、工件材料性质等磨削条件有关;受力的频率则积、工件材料性质等磨削条件有关;受力的频率则 与砂轮转速有关与砂轮转速有
20、关 磨粒的顶尖角多为磨粒的顶尖角多为9090 120120,其前刀面实际,其前刀面实际 上是一个空间曲面。磨粒实际上多数在粒端负前角下上是一个空间曲面。磨粒实际上多数在粒端负前角下 切削工件。该前角多数为切削工件。该前角多数为o o=-70=-70 -89-89之间。之间。 用负前角硬质合金刀具模拟磨粒,对含少许锰、铬、镍用负前角硬质合金刀具模拟磨粒,对含少许锰、铬、镍 的低碳钢,在的低碳钢,在ap=0.010.025mm,切削速度,切削速度v=200 600m/min时,金属流动情况示意如图时,金属流动情况示意如图5.8所示。所示。 由于磨粒具有负前角,刃端具有由于磨粒具有负前角,刃端具有n
21、值,而切削厚度又很薄值,而切削厚度又很薄 ,故磨粒对工件的切削条件很差。实际上是滑擦、刻划、,故磨粒对工件的切削条件很差。实际上是滑擦、刻划、 产生指向工件表层的很大的塑性变形区。到一定温度后,产生指向工件表层的很大的塑性变形区。到一定温度后, 才形成切屑沿前刀面流出才形成切屑沿前刀面流出 图图5.8 负前角切削时的金属流动负前角切削时的金属流动 金属流分为两路金属流分为两路 一路进入刀具下面一路进入刀具下面 一路沿前刀面上升而成为切屑一路沿前刀面上升而成为切屑 1.一直到一直到-75的前角,刀具仍可切出切屑来。的前角,刀具仍可切出切屑来。 2.在在-85前角时,刀具就仅仅擦过和刻划工件前角时
22、,刀具就仅仅擦过和刻划工件 图图5.9 负前角与切削力的关系负前角与切削力的关系 前角为负值时,法向力前角为负值时,法向力Fn均大于切向力均大于切向力Ft , 尤以尤以o=-50 之后为甚,之后为甚,Fn/Ft=15左右。左右。 也可以磨削力分解成也可以磨削力分解成x方向和方向和y方向的分力方向的分力Fx,Fy。 Fy可用以计算进给功率;可用以计算进给功率; Fx则是设计机床床身和箱体的重要数据。则是设计机床床身和箱体的重要数据。 可以把磨削力分解为径向力可以把磨削力分解为径向力Fn和切向力和切向力Ft 以前研究磨削过程时,常常假设所有的磨粒都处于以前研究磨削过程时,常常假设所有的磨粒都处于同
23、一圆同一圆 周面上周面上,磨粒间,磨粒间距离都相等距离都相等,而且工件是,而且工件是绝对平滑绝对平滑的的 实际上,工件有着一定的实际上,工件有着一定的粗糙度粗糙度,砂轮磨粒是,砂轮磨粒是三维三维分布的分布的 图图5.10 磨削力磨削力 (a)外圆圆磨外圆圆磨 (b)切入磨切入磨 (c)平面磨平面磨 (d)端面磨端面磨 tn FF / ta FF / 表表5.5 磨削分力的比值磨削分力的比值 材料硬度高时,比值大些材料硬度高时,比值大些 表中表中Fa为轴向切削分力为轴向切削分力 5.5 磨削温度磨削温度 磨削表面的热损伤磨削表面的热损伤 表现为表现为 热裂纹热裂纹 热变形热变形 残余应力残余应力
24、 精度差精度差 磨削时消耗能量磨削时消耗能量 滑擦能滑擦能 刻划能刻划能 切屑形成能切屑形成能 剪切能剪切能 (75% 左右左右) 摩擦能摩擦能 (25%左右左右) 接近于工件金属接近于工件金属 的熔化能的熔化能 有有45%55%传传 入工件入工件 有有75%左右传入工左右传入工 件件 有有69%左右传入工件左右传入工件 工件表面烧伤工件表面烧伤 加工表面的残余应力加工表面的残余应力 表面粗糙度表面粗糙度 三个方面三个方面 由于磨削时产生高温,使工件由于磨削时产生高温,使工件 加工表面的金属组织发生相变,其加工表面的金属组织发生相变,其 硬度和塑性等发生变化,这种硬度和塑性等发生变化,这种表层
25、表层 变质变质的现象的现象 烧伤的表面呈黄褐色或黑色,它是工烧伤的表面呈黄褐色或黑色,它是工 件表面在高温下形成的氧化膜,件表面在高温下形成的氧化膜, 回火烧伤回火烧伤 二次淬火烧伤二次淬火烧伤 表面会变软,随后被工件深处较表面会变软,随后被工件深处较 冷的基体淬硬而得到马氏体硬层冷的基体淬硬而得到马氏体硬层 砂轮上磨损面积超过总砂轮上磨损面积超过总 工作面积的工作面积的4%时,就会出时,就会出 现烧伤。现烧伤。 工件表面烧伤的表征工件表面烧伤的表征是磨削力增加、砂是磨削力增加、砂 轮磨损率增加和加工表面质量变差。表面烧轮磨损率增加和加工表面质量变差。表面烧 伤损坏了零件表层组织,影响零件的质
26、量和伤损坏了零件表层组织,影响零件的质量和 寿命。寿命。 减小和防止烧伤的主要措施减小和防止烧伤的主要措施是:减小磨是:减小磨 削过程中热量的产生和加速热量的散发;正削过程中热量的产生和加速热量的散发;正 确选择砂轮,以及保持砂轮良好的切削性能;确选择砂轮,以及保持砂轮良好的切削性能; 选择合理切削用量;采用好的切削液及正确选择合理切削用量;采用好的切削液及正确 的润滑方法。的润滑方法。 残余拉应力残余拉应力 残余压应力残余压应力 可提高零件的疲劳强度和耐磨性可提高零件的疲劳强度和耐磨性 使零件表面翘曲,强度降低使零件表面翘曲,强度降低, ,甚至会产生裂纹甚至会产生裂纹 低的工件速度、硬而钝的
27、砂轮、干磨或用水溶性乳低的工件速度、硬而钝的砂轮、干磨或用水溶性乳 化液磨削,高的切入进给率和高的砂轮表面速度。化液磨削,高的切入进给率和高的砂轮表面速度。 5.6 砂轮的磨损与砂轮的修整砂轮的磨损与砂轮的修整 砂轮上有多层磨粒,常用砂轮可能为砂轮上有多层磨粒,常用砂轮可能为200 500层左右;磨粒的空间分布参差不齐,在磨层左右;磨粒的空间分布参差不齐,在磨 削时,磨粒经受着变化的削时,磨粒经受着变化的机械负荷机械负荷和和热负荷热负荷, 其切削刃不断受到磨损和碎裂,当磨粒磨钝至其切削刃不断受到磨损和碎裂,当磨粒磨钝至 有可能产生有可能产生工件烧伤工件烧伤或或表面质量变差表面质量变差等现象时,
28、等现象时, 砂轮就要重新修整。砂轮就要重新修整。 破碎磨损破碎磨损 磨耗磨损磨耗磨损 磨粒一层一层被磨掉磨粒一层一层被磨掉 磨粒的破碎或者结合剂的破碎磨粒的破碎或者结合剂的破碎 消耗砂轮的比重较大消耗砂轮的比重较大 对砂轮影响较大对砂轮影响较大 砂轮磨损后砂轮磨损后会使磨削效率降低,磨削表面质会使磨削效率降低,磨削表面质 量下降;同时发生振动和噪声,应及时修整。量下降;同时发生振动和噪声,应及时修整。 磨削种磨削种 类类 外圆磨外圆磨内圆磨内圆磨平面磨平面磨成型磨成型磨 耐用度耐用度 (s) 1200 2400 6001500600 表表5.6 砂轮常用合理耐用度值砂轮常用合理耐用度值 精磨时
29、,耐用度可用磨削出的工件数目来表示精磨时,耐用度可用磨削出的工件数目来表示 砂轮耐用度砂轮耐用度 砂轮相邻两次修整间的加工时间,砂轮相邻两次修整间的加工时间, 用秒来表示用秒来表示 三类修整工具三类修整工具 本身不作旋转本身不作旋转 a p一般用一般用0.0050.1mm,轴向进给轴向进给f fa a可用可用0.050.4mm。 钢的或硬质合金的挤压轮钢的或硬质合金的挤压轮 砂轮与挤压轮没有相对速度砂轮与挤压轮没有相对速度 本身作回转运动或直线运动本身作回转运动或直线运动 对机床结构和刚度有较严格要求对机床结构和刚度有较严格要求 图图5.17 用金刚石笔修整砂轮用金刚石笔修整砂轮 a)三个调节
30、量子力学三个调节量子力学 b)四个调节量四个调节量 图图5.18 金刚石滚轮的修整方式金刚石滚轮的修整方式 a)滚轮形状与工件形状相同滚轮形状与工件形状相同 b)用滚轮作仿形修整用滚轮作仿形修整 图图5.19 成形砂轮的修整成形砂轮的修整 5.7 先进磨削方法简介先进磨削方法简介 提高效率提高效率 高速磨削高速磨削 强力磨削强力磨削 砂带磨削砂带磨削 常用常用 高速磨削高速磨削 砂轮线速度高于砂轮线速度高于45m/s的磨削的磨削 一般为一般为5060m/s 特点特点 2.2.单位时间磨除量可以增加单位时间磨除量可以增加 1.1.磨粒的当量切削厚度变薄磨粒的当量切削厚度变薄 磨粒的负荷减轻,砂轮
31、磨粒的负荷减轻,砂轮 耐用度提高;耐用度提高; 磨削表面粗糙度减小;磨削表面粗糙度减小; 法向磨削力减小,工件法向磨削力减小,工件 精度可较高。精度可较高。 注意事项注意事项 砂轮主轴转速必须随线速度的提高而相应提高,砂轮主轴转速必须随线速度的提高而相应提高, 砂轮传动系统功率必须足够,机床刚性必须足够,并砂轮传动系统功率必须足够,机床刚性必须足够,并 注意减小振动;注意减小振动; 砂轮速度必须足够,保证在高速旋转下不会破砂轮速度必须足够,保证在高速旋转下不会破 裂;除应经过静平衡试验外,最好采用砂轮动平衡装裂;除应经过静平衡试验外,最好采用砂轮动平衡装 置;砂轮必须有适当的防护罩;置;砂轮必
32、须有适当的防护罩; 必须具有良好的冷却条件,有效的排屑装置,必须具有良好的冷却条件,有效的排屑装置, 并注意防止切削液飞溅。并注意防止切削液飞溅。 又叫大切深缓进给磨削又叫大切深缓进给磨削 以较大的切削深度以较大的切削深度(可达(可达30mm或更多一些)或更多一些)和和 很低的工作台进给速度很低的工作台进给速度(3300mm/min)磨削工件,磨削工件, 经一次或数次走刀即可磨到所要求的尺寸形状精度经一次或数次走刀即可磨到所要求的尺寸形状精度. . 适于磨削高硬度高韧性的材料适于磨削高硬度高韧性的材料如如耐热合金、不耐热合金、不 锈钢、高速钢等的型面和沟槽。锈钢、高速钢等的型面和沟槽。 机械效率为机械效率为96% 在机床中处于领先地位在机床中处于领先地位 适用适用 特点特点 用于粗磨钢锭、钢板、磨削难加工材料和难加工型面,用于粗磨钢锭、钢板、磨削难加工材料和难加工型面, 特别是磨削大尺寸薄板、长径比大的外圆和内孔(直特别是磨削大尺寸薄板、长径比大的外圆和内孔(直 径径25mm以上)、薄壁件和复杂型面更为优越。以上)、薄壁件和复杂型面更为优越。 组成组成 砂带、接触轮、张紧轮、支承轮或工作台砂带、接触轮、张紧轮、支承轮或工作台 图图5.20 砂带磨削砂带磨削