在物料混合加工中,双螺杆挤出机的性能直接决定了物料混合效果、生产效率和最终产品质量。根据螺杆旋转方向的不同,双螺杆挤出机又分为同向双螺杆挤出机和异向双螺杆挤出机,二者之间主要区别在于螺杆的旋转方向。
而看似只是旋转方向的差异,却造就了两者在加工特性、混合能力和产品适配性上的显著区别。
本篇文章将重点分析了同向双螺杆和异向双螺杆在PLA挤出过程中的差异,探讨二者在加工过程中物料流动特性以及对最终成品质量等方面的异同。
同向双螺杆和异向双螺杆主要区别在于螺杆相互作用过程:
这决定了同向双螺杆和异向双螺杆的基本工作原理和性能特征。
同向双螺杆的配合方式如图4所示,同向双螺杆的两根螺杆旋转方向相同,且螺杆的螺纹旋向均为右旋,物料输送方向的判定与单螺杆相同。
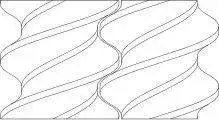
图4 同向双螺杆配合方式
异向双螺杆的配合方式如图5所示,异向双螺杆的两个螺杆旋转方向相反,且两根螺杆的螺纹旋向相反,两螺杆向外旋转。即沿挤出方向上,右侧为左旋螺杆,顺时针旋转,左侧为右旋螺杆,逆时针旋转。
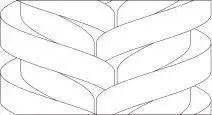
图5 异向双螺杆配合方式
本文使用Fieldview软件,对挤出过程中流道内物理场(如压力场、剪切速率场、黏度场)进行分析,得出物理场云图和变化曲线,进行可视化分析。
仿真实验结果分析
物理场
压力场
由压力云图(图6)和压力变化曲线(图7)可见:
在同向双螺杆挤出过程中,流道内压力大小波动起伏,参照同向双螺杆配合后的结构(图4),发现压力波动随着螺棱位置上下起伏,这是由于螺棱是螺杆表面的高凸部分,挤出物料在经过螺棱时会受到较强的挤压和剪切力作用,因此在螺棱位置处,压力往往会相对较高。
在异向双螺杆挤出过程中,流道内压力大小沿挤出方向先升高后降低,在中间位置出现局部高压现象。参照异向双螺杆配合后的结构(图5),发现局部高压出现在啮合处沿挤出方向中间位置,这是由于两个螺杆的旋转方向相反,在挤出过程中的物料流动不均匀或者受到阻塞,在中间位置聚积,进而在流道内形成局部高压现象。
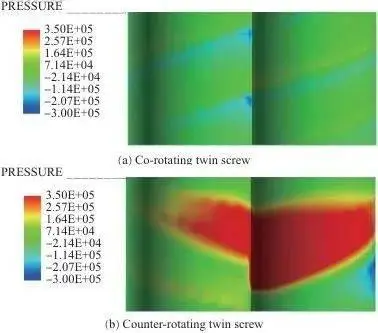
图6 挤出过程中流道内压力云图
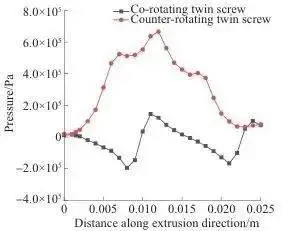
图7 压力变化曲线
剪切速率场
由剪切速率云图(图8)和剪切速率变化曲线(图9)可见:
在同向双螺杆挤出过程中和异向双螺杆挤出过程中,剪切速率都是螺棱处较大,螺槽处较小。出现该现象的原因是物料在狭小缝隙中流动速度会变快,螺棱与机筒内壁面间的间隙较小,因此剪切速率较高,而螺槽则与机筒内壁面间的间隙较大,因此剪切速率较低。
异向双螺杆出现局部高剪切速率是漏流现象导致的。
图8 挤出过程中剪切速率云图
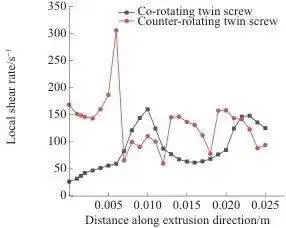
图9 剪切速率变化曲线
混合主要分为分布性和分散性混合。
分布性混合用于描述物料的分布过程,该过程中物料在螺杆转子的推动下实现不断的重新排列和定向运动;
分散性混合用于描述物料尺寸的变化过程,该过程中物料粒子被不断拉伸和剪切。运用示踪粒子法对沿轨迹参数如停留时间、分布指数、分离尺度、最大剪切应力分布进行数学统计,分析同向双螺杆和异向双螺杆混合性能的差异。
轴向混合性能
停留时间分布是衡量螺杆元件轴向混合性能的重要指标,描述了物料在双螺杆挤出机中停留的时间分布情况,有累积停留时间分布函数和停留时间分布函数两种描述形式,分别由概率函数和概率密度函数表述。
累积停留时间分布
累积停留时间分布曲线(图10)描述了在流体或物料在挤出机内停留的时间的累积概率分布。
由图10可见,同向双螺杆中示踪粒子最先流出流道的时间为1.00 s,完全流出流道的时间为54.82 s,停留时间分布宽度为53.82 s。
异向双螺杆中示踪粒子最先流出流道的时间为1.48 s,完全流出流道的时间为59.80 s,停留时间分布宽度为58.32 s。
同向双螺杆累积停留时间分布曲线在同异双螺杆累计停留时间上方,曲线靠上意味着在给定时刻流出流道的粒子多。
图10 累积停留时间分布
停留时间分布
停留时间概率密度分布曲线描述了在挤出机内物料停留时间在不同时间段内的概率分布情况。较高的概率密度意味着在该时间段内物料停留的概率较大,而较低的概率密度则表示相对较少的停留时间。
由停留时间分布的概率密度函数(图11)可知:
同向双螺杆中绝大部分粒子集中在1.00~1.99 s,异向双螺杆中绝大部分粒子集中在1.48~2.97 s,同向双螺杆对应的曲线更靠左侧,且峰更高,说明同向双螺杆输送能力较强。出现这种现象的原因可能是在同向双螺杆挤出过程中,物料沿“∞”形路径被螺杆强制运输。
而在异向双螺杆挤出过程中,物料以“C”字型运动轨迹,在C型室内反复混合和反应,导致了停留时间的延长。
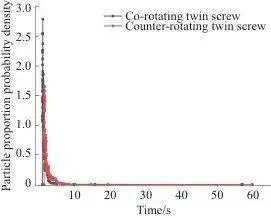
图11 停留时间分布
分布混合性能
分布指数
分布指数描述挤出物料的流变特性和流动行为。由分布指数曲线(图12)可知,异向双螺杆的分布均匀性优于同向双螺杆。
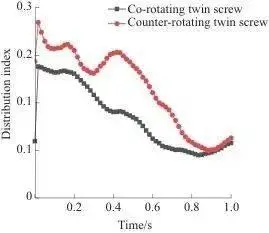
图12 分布指数
分离尺度
分离尺度表征分布混合过程。图13为分离尺度曲线图,在初始时刻,两种粒子处于入口两侧,因此分离尺度数值较大,随着时间的增加,螺杆掺混作用下分离尺度减小,曲线下降,表面粒子的分布混合程度逐渐加深,过程中出现了波动现象,这是粒子在流动过程中发生了集聚现象导致的。
同向双螺杆分离尺度曲线始终在异向双螺杆分离尺度曲线下方,说明其分布均匀能力更强。
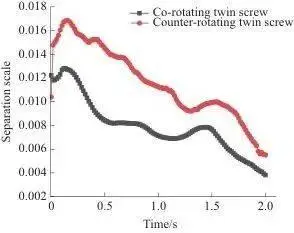
图13 分离尺度
同向双螺杆挤出过程中,两根螺杆以相同的方向旋转,并在啮合处形成强烈的剪切作用,物料在螺杆间多次交换,有助于实现均匀的分布混合。
而异向双螺杆挤出过程中,物料大多被保存在C型室内,只有少量物料流出到间隙中受到剪切和拉伸作用,封闭性好,减少了物料在流道内的不规则流动,因此混合均匀性也会有所下降。
分散混合性能
分散混合过程是粒子尺寸不断减小的过程,该过程中物料粒子所承受的剪切作用和拉伸作用起到了重要作用。
示踪粒子经历最大剪切应力表示了示踪粒子在双螺杆挤出过程中经历的剪切过程。经历高剪切的示踪粒子占比越大,表明螺杆分散效果越好。
图14为最大剪切应力概率曲线,由图14可见,异向双螺杆对应的曲线在同向双螺杆的上方。
图14 最大剪切应力概率
图15为最大剪切应力概率密度曲线,由图15可见,粒子承受的最大剪切应力集中在曲线凸起的峰值处。
两种曲线特征表明,异向双螺杆的分散能力更强,能提供比同向双螺杆更强的剪切作用和拉伸作用。
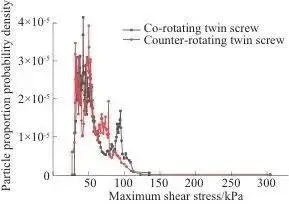
图15 最大剪切应力概率密度
实验结果分析
拉伸冲击试验分析
图17和图18分别为拉伸和冲击试验数据。
同向双螺杆挤出的物料样条的拉伸强度和断裂拉伸应变都比异向双螺杆挤出的物料样条略高。
异向双螺杆挤出的物料样条吸收冲击能和冲击强度都比同向双螺杆挤出的物料样条略高。
图17 拉伸试验数据
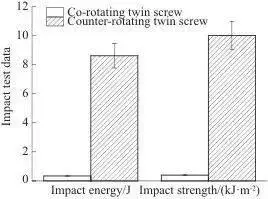
图18 冲击试验数据
流变试验结果
聚合物的流变特性通常反映为储能模量(G′)、损耗模量(G'')和复合黏度(η*)。其中储能模量反映材料的弹性大小,损耗模量反映材料的黏性大小,而复合黏度反映分子量的高低。聚合物熔体的流动性取决于分子链段的运动能力,螺杆挤压改变PLA的分子结构,使其分子链断裂,降低其黏度。
图19为复合黏度η*随角频率变化曲线,由图19可知,η*随着角频率的增加而减小。
因为结构的差异性,异向双螺杆的分散混合能力更强,分子链断裂更充分,因此异向双螺杆挤出物料的η*低于同向双螺杆的η*。
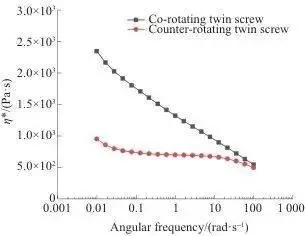
图19 η*随角频率变化曲线
总结
同向双螺杆挤出机的优势:
异向双螺杆挤出机的优势:
你是否会为工作中生产线的工艺粗糙、工厂的效益失衡、企业研发创新缓慢的发展困局而头痛?
2025CIM共混智造将聚焦改性一线,拒绝空谈,分享可落地的答案:
工艺论坛:分享材料+性能的工艺秘钥;
工厂论坛:揭秘工厂运营与降本增效路径;
研发论坛:拆解高质化、高值化的技术路线图。
我们将直击高质生产、降本增效、高值创新的核心命题,推动共混产业从“经验驱动”向“数据驱动+技术驱动”跃迁。